Napište nám:[email protected]
Zavolejte nám:+86-13929487727

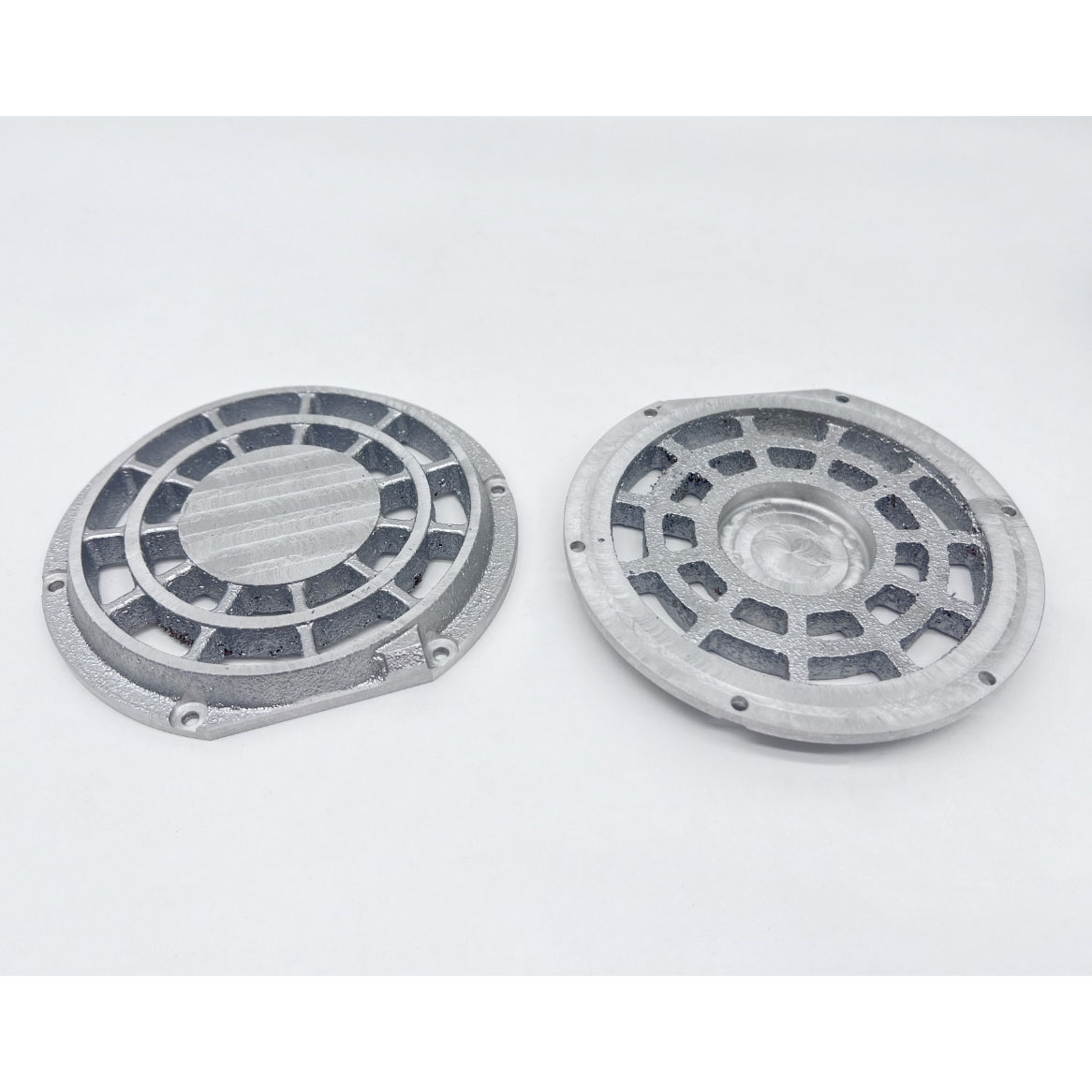
Pískové lití je litinová metoda, která jako formovací materiál používá písek pro výrobu kovových odlitků. Je to nejvíce používaný a nejstarší litinový proces, který je velmi ceněný pro svou nízkou cenu a vysokou flexibilitu (téměř jakákoli velikost a složitost dílů může být odlita).
(1)Vytvořit model
① Cíl: Vytvořit fyzický model, který odpovídá tvarem konečné součásti.
② Materiály : Obvykle se používá dřevo (dřevěná forma), plast nebo kov.
③ Klíčový bod:
Stahovací přídavek: Velikost modelu by měla být o něco větší než konečná součást, aby kompenzovala smrštění kovu při chlazení a tuhnutí.
Vyjímací sklon: Strany modelu musí mít určitý sklon, aby bylo později možné snadno vyjmout model z pískové formy.
Obrabovací zásoba: Na plochách, které vyžadují následnou mechanickou úpravu, model ponechává dodatečné vrstvy kovu.
(2)Vytvořte formy ze suchého písku
Toto je základní proces výroby odlitků v pískových formách. Písková forma se obvykle skládá ze dvou částí: horní a spodní formy.
① Tvarovaný písek: Nejedná se o běžný písek, ale o směs surového písku (např. křemičitého písku, chromitového písku apod.), pojiv (např. hlíny, pryskyřice) a přísad, aby měl dostatečnou pevnost, propustnost pro plyny a tvarovatelnost.
② Proces
a. - Cože? Umístění spodní formy: Umístěte spodní formu na rovinnou desku.
b. Umístění modelu: Vložte polovinu modelu (obvykle hlavní část) do spodní formy.
c. Plnění a zhutňování pískem: Vyplňte formovací krabici formovacím pískem a utěsněte jej pomocí nástrojů nebo strojů, aby měl pískový forma dostatečnou tvrdost k odolání nárazu roztaveného kovu.
d. Výroba litinového a přívodného systému : Ve formě vyrobte litinu (kanál, kterým protéká roztavený kov) a přívod (pro uchování přebytečného roztaveného kovu, používaný pro přilévání a zamezení smrštění).
e. Otočení krabice a vytvoření horního modelu: Otočte spodní formovací krabici, vložte do ní horní formovací krabici a umístěte do ní druhou část modelu. Opakujte proces naplnění pískem a zhutnění.
f. Rozbalení a vyjímání modelu: Oddělte horní a spodní formovací krabici a opatrně odstraňte model. V tu chvíli zůstane v pískové formě dutina přesně stejného tvaru jako díl.
(3)Kombinovaná skříň
Přesně zarovnejte horní a spodní krabici dohromady, aby vznikla kompletní dutina.
Aby se zabránilo úniku taveniny (tekutého kovu unikajícího z rozdělovací plochy), jsou použity kolíky pro přesné umístění forem a ty jsou pevně stlačeny těžkými předměty.
(4)Lítání
Roztavený kov (např. litina, ocel, hliníková slitina, měděná slitina atd.) je plynule a nepřetržitě vstřikován z odlévací lžíce do uzavřené pískové formy prostřednictvím odlévacího systému.
(5)Chlazení
Nechte roztavený kov vstřikovaný do dutiny vychladnout přirozeně a úplně se ztuhnout v pískové formě. Doba chlazení závisí na druhu kovu, velikosti a tloušťce stěny odlitku.
(6)Vytřásání
Po úplném ztuhlání odlitku je písková forma rozbita pomocí otřesů nebo klepání, aby bylo možné vyjmout vnitřní odlitek.
V tomto okamžiku odlitky vyjmuté z formy stále obsahují odlévací systém, přilivy a přichycené pískové zrno.
(7)Čisté ující
① Odstranění odlévacích kanálků a přilivů: Odlévací kanálky a přilivy odstraňte metodami jako např. vyklepávání, pilování nebo plamenem řezání.
② Čištění proudem písku/stříkáním kuliček: Použijte vysokorychlostní proud pískových zrn nebo ocelových kuliček k vyčištění povrchu odlitků, čímž odstraníte zbytkový písek a okujeninu.
③ Brusnutí: Obráběním odstraňte stopy po odstranění vtoků a přilivů, aby byl povrch hladký.
④ (Volitelné) tepelné zpracování: Podle požadavků materiálu a použití jsou odlitky podrobeny tepelnému zpracování, jako je žíhání nebo normalizační kalení, za účelem odstranění vnitřního napětí nebo zlepšení mechanických vlastností.



|
Výhoda: |
|
Nevýhoda: |
|
|
Nízké náklady |
Surovina (písek) je levná a znovupoužitelná |
Drsný povrch |
Kvalita povrchu odlitku je nízká a jeho rozměrová přesnost není tak dobrá jako u přesných odlitků |
|
Pružné v provedení |
Lze vyrábět odlitky od několika gramů až po stovky tun |
Velká tolerance |
+-1mm |
|
Složitý tvar |
Je schopen vyrábět díly se složitými vnitřními dutinami a tvary |
Výrobní efektivita |
Ačkoliv je možná automatizace, výrobní cyklus na kus je stále poměrně dlouhý |
|
Různé materiály |
Je vhodný pro téměř všechny kovové materiály, zejména šedou litinu a hliníkové odlitky |
Environmentální problém
|
Vzniká prach a odpadní plyn |
|
Malosériová výroba |
Je velmi vhodné pro jednotkovou a malosériovou výrobu |
Mnoho vad |
Náchylný k odlévacím vadám, jako jsou póry, ubíhací dutiny a pískové díry |
Pískové odlitky jsou široce využívány v různých průmyslových oborech, například:
Automobilový průmysl: bloky motorů, hlavy válců, skříně převodovek, brzdové bubny.
Strojírenský průmysl: lože, sloup, pracovní stůl.
Těžké stroje: velká ozubená kola, rámy, válečky.
Letectví a kosmonautika: Skříně motorů, skříně turbín.
Obecné strojní zařízení: tělesa čerpadel, ventily, potrubní tvarovky.
A: Ano, máme továrnu v Kuang-tungu v Číně.
A:
Obrábění trvá 3-7 dní pro vzorek, 15-20 dní pro sériovou výrobu podle množství;
Výroba forem trvá 25 dní pro vzorek, 15-20 dní pro velké množství.
A: Ano, nabízíme, je potřeba zaplatit poplatek za vzorek, ale tento poplatek bude vrácen při zadání velké objednávky.
A: Nabízíme flexibilní platební metody včetně bankovního převodu (TT), PayPalu, Western Unionu a akreditivů, které umožňují bezpečné globální transakce. 30 %–50 % zálohy, zbytek před odesláním.
A: Ano, můžeme vyhotovit vlastní loga a návrhy balení v závislosti na objednaném množství. Prosím, projednejte své konkrétní požadavky s naším obchodním týmem.
A: Ano, podporujeme výrobu dle výkresů zákazníka (OEM/ODM) na základě vašich technických návrhů, 2D (PDF/CAD), 3D (IGES/STEP).
Všechna práva vyhrazena © Dongguan Yuanji Technology Co., Ltd. - Zásady ochrany soukromí