Trimiteți-ne un e-mail:[email protected]
Contactați-ne telefonic:+86-13929487727

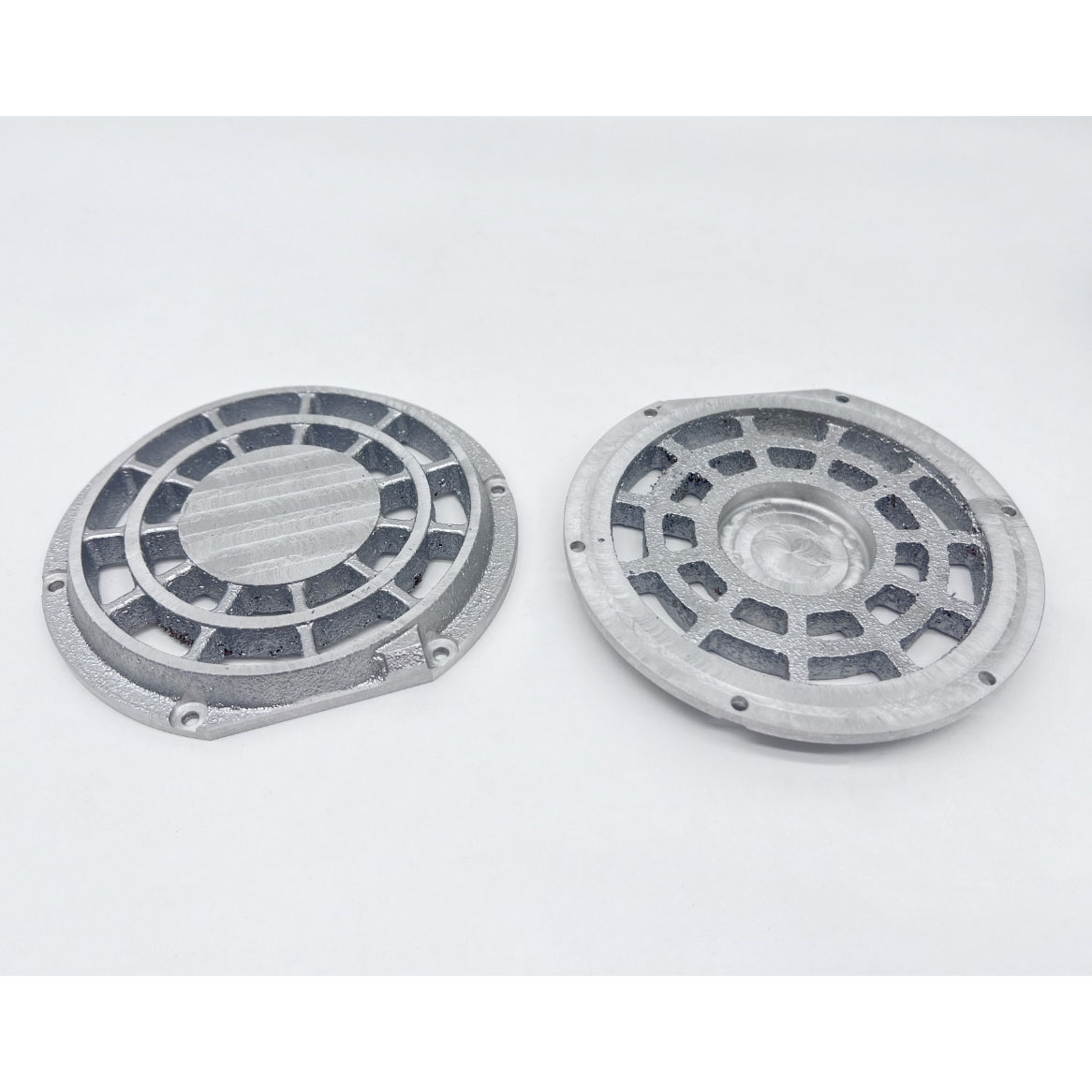
Turnarea în nisip este o metodă de turnare care utilizează nisipul ca material de modelare pentru fabricarea pieselor turnate din metal. Este cea mai răspândită și mai veche metodă de turnare, foarte apreciată pentru costurile reduse și flexibilitatea ridicată (aproape orice dimensiune și complexitate a pieselor pot fi turnate).
(1)Realizarea unui model
① Scop: Crearea unui model fizic care are aceeași formă cu piesa finală.
② Materiale : Se folosesc de obicei lemn (model din lemn), plastic sau metal.
③ Punct important:
Toleranță la contracție: Dimensiunea modelului trebuie să fie ușor mai mare decât piesa finală pentru a compensa contracția metalului în timpul răcirii și solidificării.
Înclinare de demulare: Laturile modelului trebuie să aibă o anumită înclinare pentru a permite o extragere ușoară ulterioară din forma de nisip.
Alocație pentru machetare: Pe suprafețele care necesită un proces mecanic ulterior, modelul păstrează straturi suplimentare de metal.
(2)Realizați forme din nisip
Acesta este procesul principal al turnării în nisip. O formă din nisip este formată de obicei din două jumătăți: cutia superioară și cutia inferioară.
① Nisip modelat: Nu este nisip obișnuit, ci un amestec de nisip primar (cum ar fi nisip de siliciu, nisip cromit, etc.), lianți (cum ar fi argilă, rășină) și aditivi pentru a asigura o rezistență, permeabilitate și plasticitate suficientă.
② Proces
a. Nu. Plasați cutia inferioară: Puneți cutia inferioară pe placa plană.
b. Nu. Plasați modelul: Introduceți jumătatea modelului (de obicei partea principală) în cutia inferioară.
°C. Umplere cu nisip și compactare: Umpleți caseta de formă cu nisip de turnare și bateți-o cu unelte sau mașini pentru a vă asigura că forma din nisip are duritatea suficientă pentru a rezista impactului metalului topit.
d. Executarea sistemului de turnare și a riserului : În forma de nisip, executați canalul de turnare (canalul prin care curge metalul topit) și riserul (pentru stocarea surplusului de metal topit, utilizat pentru alimentare și prevenirea cavităților de contracție).
. Răsturnarea casetei și realizarea modelului superior: Răsturnați caseta modelului inferior, introduceți în interior caseta modelului superior și poziționați cealaltă parte a modelului. Repetați procesul de umplere cu nisip și compactare.
f. Demontarea și scoaterea din formă: Separați caseta superioară de cea inferioară și eliminați cu grijă modelul. În acest moment, în forma de nisip rămâne o cavitate de aceeași formă exactă ca piesa.
(3)Cutie combinată
Aliniați precis caseta superioară cu cea inferioară pentru a forma o cavitate completă și goală.
Pentru a preveni scurgerea de metal topit (lichid metalic care iese prin suprafața de separație), se folosesc pene pentru poziționarea casetelor, care sunt strânse bine cu obiecte grele.
(4)Turnare
Metalul topit (cum ar fi fontă, oțel turnat, aliaj de aluminiu, aliaj de cupru etc.) este injectat în mod continuu și uniform în cavitatea închisă a formei de nisip, din lingură de turnare, prin sistemul de turnare.
(5)Răcire
Se lasă metalul topit injectat în cavitate să se răcească natural și să se solidifice complet în forma de nisip. Timpul de răcire depinde de tipul de metal, dimensiunea și grosimea pereților piesei turnate.
(6)Scoatere din formă
După ce piesa turnată s-a solidificat complet, forma de nisip este spartă prin vibrație sau lovituri pentru a scoate piesa internă.
În acest moment, piesele turnate scoase mai au atașate sistemul de alimentare, rezervoarele de alimentare și particule de nisip aderente.
(7)Curată în
① Îndepărtarea sistemului de alimentare și a rezervoarelor: Sistemul de alimentare și rezervoarele sunt îndepărtate prin metode precum lovirea, tăierea cu ferăstrău sau tăierea cu gaz.
② Curățare prin sablare/gavlonare: Utilizați granule de nisip sau alice de oțel pulverizate la viteză înaltă pentru a curăța suprafața pieselor turnate, eliminând nisipul rezidual și stratul de oxid.
③ Surfatarea: Prelucrați prin rectificare urmele lăsate după îndepărtarea sistemelor de alimentare și de alimentare superioară pentru a obține o suprafață netedă.
④ (Opțional) Tratament termic: În funcție de material și cerințele de utilizare, piesele turnate sunt supuse unor tratamente termice precum recoacerea sau normalizarea pentru a elimina tensiunile interne sau pentru a îmbunătăți proprietățile mecanice.



|
Avantaje: |
|
Dezavantaj: |
|
|
Cost scăzut |
Materia primă (nisipul) este ieftină și reutilizabilă |
Suprafață Casnică |
Calitatea suprafeței turnării este slabă, iar precizia dimensională nu este la fel de bună ca la turnarea de precizie |
|
Flexibilitate la dimensiune |
Se pot produce piese turnate de la câteva grame până la sute de tone în greutate |
Toleranță Mare |
+-1mm |
|
Formă complexă |
Este capabil să producă piese cu forme și cavități interne complexe |
Eficiența producției |
Deși poate fi automatizată, ciclul de producție pe piesă rămâne relativ lung |
|
Diverse materiale |
Se aplică la aproape toate materialele metalice, mai ales fontă, aluminiu turnut |
Problemă de Mediu
|
Se produc praf și gaze de eșapament |
|
Producție în loturi mici |
Este foarte potrivită pentru producția de unicat și serie mică |
Multe Defecte |
Este predispusă la defecte de turnare precum pori, goluri de contracție și găuri de nisip |
Piesele turnate în nisip sunt utilizate pe scară largă în diverse domenii industriale, cum ar fi:
Industria auto: blocuri ale motorului, chiulase, carcase de transmisie, tamburi de frână.
Industria mașinilor-unelte: baza, coloana, masa.
Mașini grele: angrenaje mari, cadre, role.
Aeronautice: Carcase de motor, carcasă de turbină.
Mașini generale: carcase de pompă, supape, fitinguri pentru țevi.
A: Da, suntem o fabrică din Guangdong, China.
A:
Procesarea durează 3-7 zile pentru un eșantion, 15-20 zile pentru o comandă în funcție de cantitate;
Matrițarea durează 25 de zile pentru un eșantion, 15-20 zile pentru comenzi mari.
A: Da, putem furniza, este necesară taxa de mostră, dar poate fi rambursată la plasarea unei comenzi în cantitate mare.
A: Oferim metode de plată flexibile, inclusiv transfer bancar (TT), PayPal, Western Union și L/C (scrisori de credit) pentru a facilita tranzacțiile globale sigure. 30%-50% avans, restul se plătește înainte de expediere.
A: Da, putem realiza logo-uri personalizate și designuri de ambalare, în funcție de cantitatea comandată. Vă rugăm să discutați cu echipa noastră de vânzări pentru a vă prezenta cerințele specifice.
A: Da, susținem personalizare OEM/ODM pe baza desenelor tehnice furnizate, 2D/(PDF/CAD)3D(IGES/STEP).
Drepturi de autor © Dongguan Yuanji Technology Co., Ltd. Toate drepturile rezervate - Politica de confidențialitate