Napište nám:[email protected]
Zavolejte nám:+86-13929487727

Dva velmi běžné řezací procesy používané při zpracování plechu jsou laserové řezání a řezání vodním paprskem
Běžně používané materiály |
Studeně válcovaný plech (SPCC), horkoválcovaný plech (SPHC), pozinkovaný plech (SECC, SGCC), nerezová ocel (SUS304, SUS316), hliníkový plech (Aluminum), měděný plech (Copper) apod. |
Klíčový parametr návrhu |
Ohybový poloměr: Obvykle ne méně než tloušťka materiálu. Vzdálenost otvorů/okraje: Vzdálenosti mezi otvory a mezi otvory a hranami musí zohlednit formu a pevnost. Vyhozovací drážka: Zabraňuje trhání materiálu při ohýbání. Tolerance: Jasně definujte požadavky na tolerance pro necenzitivní rozměry i cenzitivní rozměry. |
Formování |
Ohýbání, Válcování, Ohýbání na válci |
Spojování a montáž |
Svařování, Nýtování, Řešení závitů |
Dokončování a Dopořování |
Odstraňování otřepů: Odstraňuje ostré otřepy a ostré hrany vzniklé na okrajích řezání a razení, aby byla zajištěna bezpečnost a použitelnost. Hladké a otřepové hrany pomocí pilníků, brusných strojů a magnetických leštících strojů Úprava povrchu: Povrchová úprava práškovou barvou, natíráním, poniklováním, eloxováním apod. Části s ochranným a estetickým povrchem pro stříkací linky a poniklovací nádrže Tisk na hedvábí/laserové označování: Přidává informace, jako jsou štítky, loga a sériová čísla na povrch částí. |
I. Laserové řezání


1. Princip procesu
Laserové řezání využívá k ohřevu paprsek laseru s vysokou hustotou výkonu, který je pomocí čočky zaměřen na povrch obrobku, čímž materiál rychle zahřívá, taví, odpařuje nebo довádí k bodu vznícení. Současně je pomocí rychlého proudu plynu vedeného souosně s paprskem odstraněn roztavený materiál, čímž je dosaženo řezání.
2.Tři základní prvky
Laserový paprsek s vysokou energií, soustava pro zaostření, pomocný plyn.
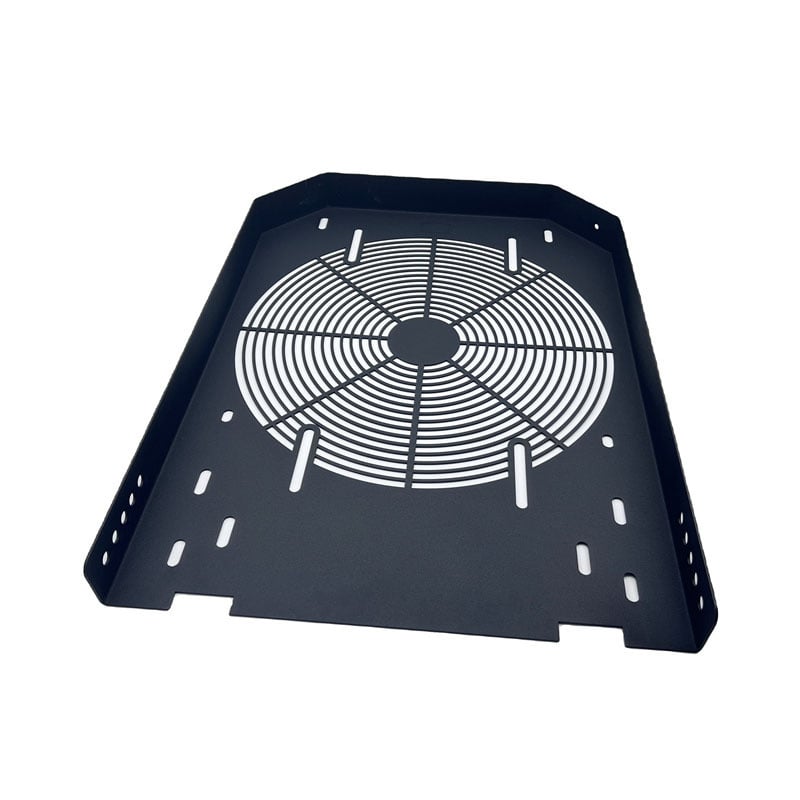
3.Typické aplikace
Podvozky, skříně, plechové skříňky.
Dekorativní kovové díly, umělecká díla, písmo pro vývěsky.
Automobilové díly, rámy kol.
Elektrické díly, kuchyňské potřeby.
II.Řezání vodním paprskem
1. Princip procesu
Řezání vodním paprskem, známé také jako řezání vodním paprskem, se dělí na dva typy: čisté řezání vodou a řezání s pískem.
① Řezání čistou vodou: Používá se ultra vysokotlaké čerpadlo (obvykle 300-600 MPa) k presování vody, která následně prochází drobnými dýzami z drahokamů (s průměrem 0,1-0,3 mm) a vytváří vysokorychlostní proud (rychlost až trojnásobná rychlost zvuku), který svou kinetickou energií řeže měkké materiály.
② Řezání s přídavkem písku (vodní proud s pískem): Do čistého vodního proudu se přimíchávají tvrdé brusné materiály (např. granátový písek), čímž vzniká brusný vodní proud, který výrazně zvyšuje řeznou sílu. Jedná se o druh "vysokotlakého vodního pilníku", který řeže tvrdé materiály pomocí abrazivního působení.
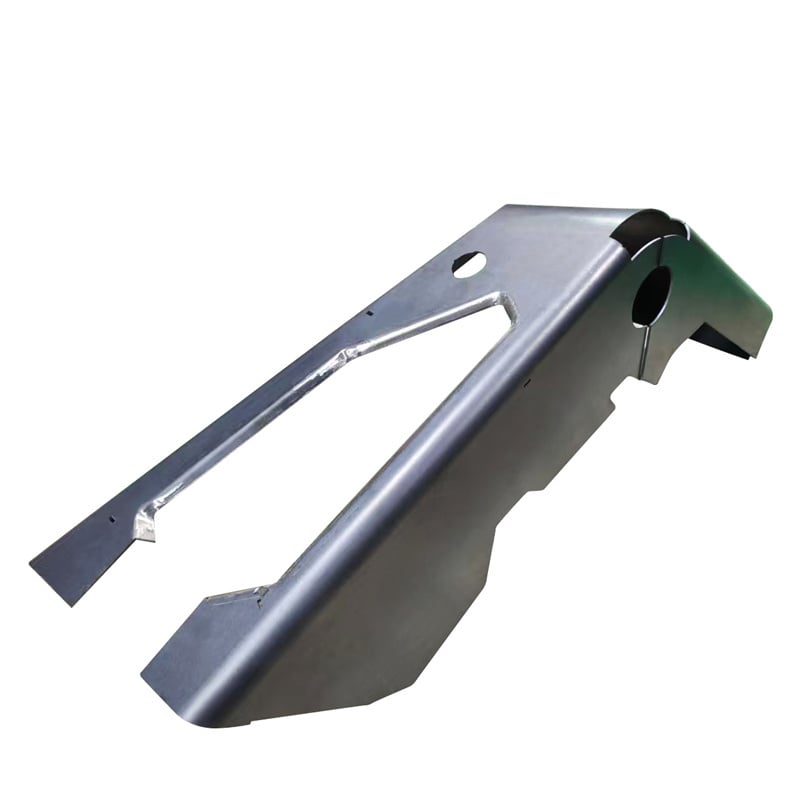
III. Ohýbání:
Ohýbání je proces tváření za studena, při kterém se na kovové plechy, profily nebo trubky působí vnější silou, čímž dochází k plastické deformaci působením ohybového momentu, a tím k získání předem určeného úhlu a tvaru. Hlavní princip spočívá využití plasticity materiálu, aby došlo k trvalému ohnutí v určité oblasti (ohnutá linka) bez poškození.

1.Hlavní typy/metody :
`Ohýbání s vůlí: Nejčastěji používaná metoda. Horní nástroj stlačí plech do V-ového otvoru spodního nástroje, ale nestlačí jej zcela dolů. Úhel se získá ovládáním hloubky stlačení. Velká flexibilita, jedna sada nástrojů může být použita pro ohýbání v mnoha úhlech.
`Kalibrační ohýbání/ohýbání s dosednutím: Horní nástroj úplně vtlačí plech do spodní části dolního nástroje, čímž se těsně přilne ke stěně nástroje. Tímto způsobem lze efektivně kontrolovat pružné návratné deformace s vysokou přesností, ale vyžaduje to samostatné formy pro každý úhel a tvar.
`Zahnutí okraje: Nejprve proveďte zahnutí pod malým úhlem ve volném prostoru, poté plech otočte a horním nástrojem zahnutý okraj vyrovnávejte nebo utáhněte.
2.Hlavní aplikace :
`Podvozky a skříně: Serverové skříně, elektrické rozvaděče, skříně pro síťové zařízení.
`Plechové díly: konzoly, závěsy, skříně, kryty, ventilátory, vzduchovody.
`Domácí spotřebiče: boční panely chladniček, skříně praček, troubové panely.
`Stavební výzdoba: Dekorativní panely výtahů, kovové stropy, konstrukční prvky fasád.
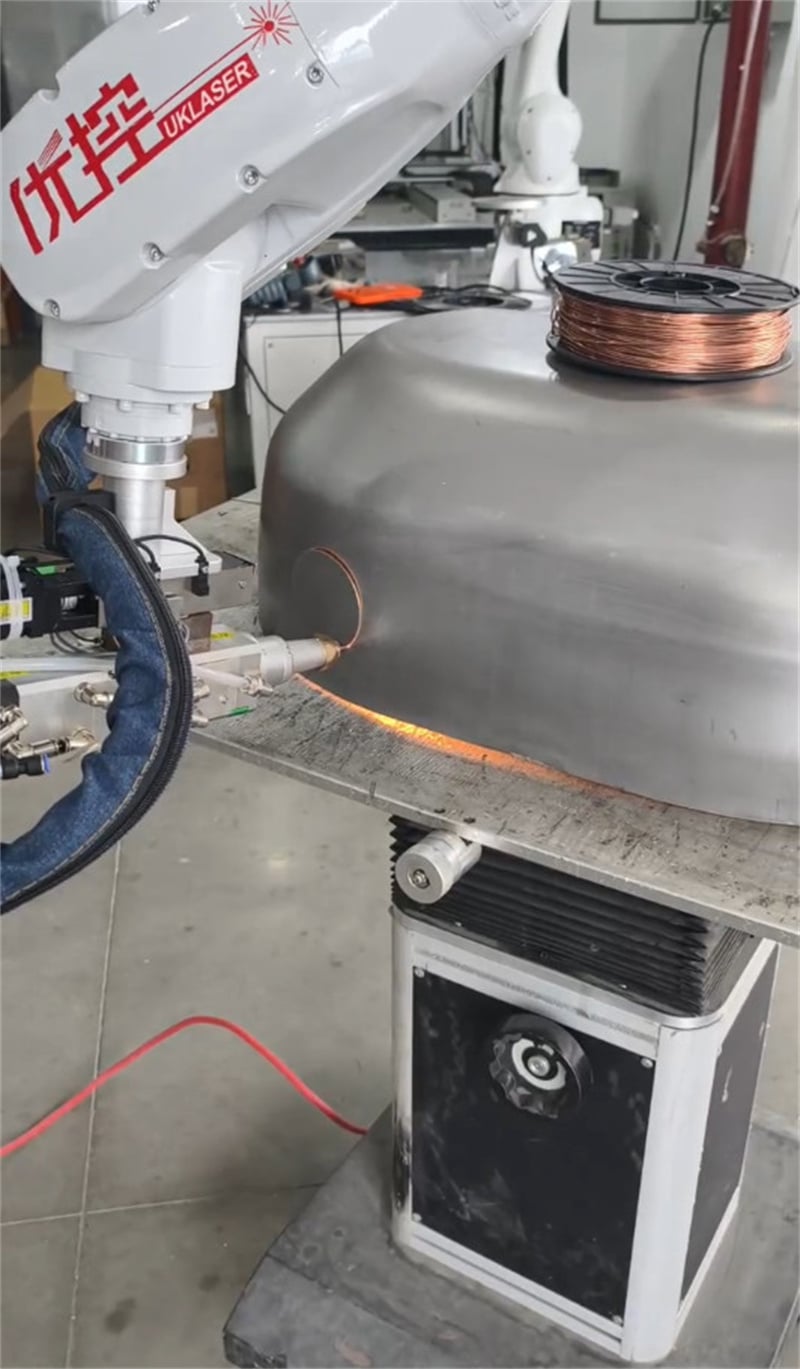
IV. Svařování
Svařování je procesní metoda, která spojuje dva nebo více oddělených kovových obrobků (stejného nebo různého druhu) prostřednictvím atomů pomocí ohřevu, stlačení nebo obojího, čímž vzniká pevné a nerozebíratelné spojení.
1.Hlavní typy/metody :
① Obloukové svařování :
`Obalená elektroda (SMAW): Zařízení je jednoduché a ovládání pružné, což ho činí vhodným pro práci venku. Má však relativně nízkou účinnost a vyšší nároky na dovednosti operátora.
`Nepřímé svařování kovovou elektrodou v ochranné atmosféře (MIG/MAG): Používá se neustále přiváděný svařovací drát jako elektroda a je chráněn plynem. MIG používá inertní plyny (např. Ar) pro svařování hliníku, nerezové oceli apod. MAG svařuje uhlíkovou ocel pomocí reaktivních plynů, jako je CO₂. Vysoká účinnost a nejširší uplatnění.
`Svařování wolframovou elektrodou v inertním plynu (TIG): Používají se netavitelné wolframové elektrody a je vyžadován dodatečný přídavný drát. Ochranným plynem je čistý argon. Kvalita svaru je velmi vysoká, esteticky působivá a vhodná pro tenké plechy, nerezovou ocel, hliník, titan apod. Vyžaduje však nejvyšší dovednosti operátora a je pomalá.
② ODPOROVÉ SPOJOVÁNÍ :
`Bodové svařování: Působením tlaku na svařované kovové plechy elektrodami a průchodem elektrického proudu vzniká odporem teplo, které způsobí místní tavení a vytvoření svarového bodu. Velmi efektivní, často se používá pro spojování velkého množství tenkých plechů v karoseriích automobilů a skříních domácích spotřebičů.
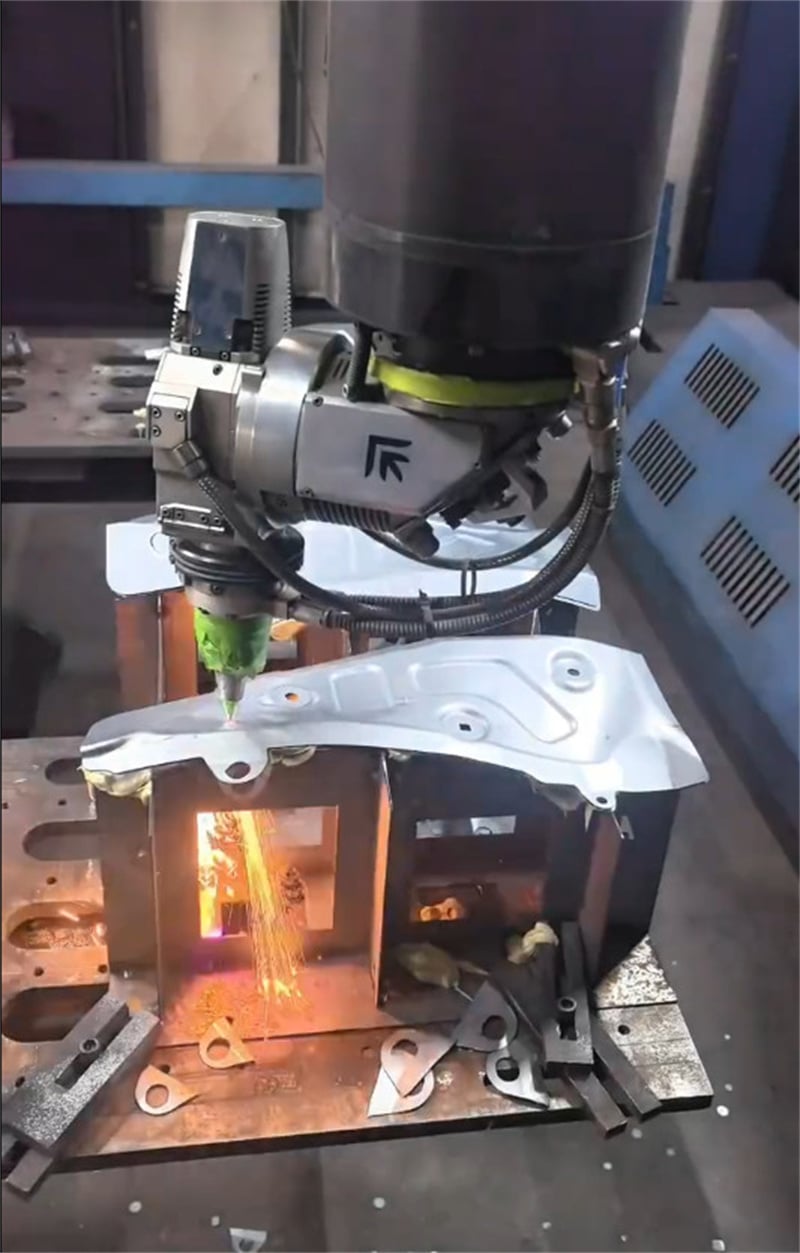
③ Svařování vysokoenergetickým svazkem :
`Laserová svařování: Jako zdroj tepla využívá laserový svazek s vysokou hustotou energie. Extrémně vysoká přesnost, malá tepelně ovlivněná oblast, minimální deformace a velmi vysoká rychlost. Vhodné pro automatizovanou výrobu.
`Svařování elektronovým svazkem: Provádí se ve vakuu a má podobné vlastnosti jako laserové svařování, ale zařízení je nákladnější a složitější.
2.Hlavní aplikace :
`Výrobní průmysl: Karoserie automobilů, trupy lodí, tlakové nádoby, kotle, ocelové konstrukce mostů.
`Stavební průmysl: Ocelová konstrukce mrakodrapů, ropovody a plynovody.
`Údržba: Oprava trhlin v zařízeních a montáž dílů.
|
Laser |
Vodní paprsek |
|
|
Pracovní princip |
Zdroj vysoké energie (tavení/vypařování) |
Mechanické studené řezání (abrazivní eroze) |
|
Tepelný efekt |
Vzniká tepelně ovlivněná zóna, může dojít k deformaci |
Žádný tepelný efekt, studené řezání |
|
Rozsah materiálů |
Kov je hlavní materiál, obtížné jsou odrazivé materiály |
Téměř všechny materiály (kovy, nekovy) |
|
Tloušťka řezání |
Výhody středně tlustých a tenkých plechů (obvykle <25 mm) |
Výhody tlustých desek (až 300 mm+) |
|
Provozní náklady |
Náklady na elektřinu a plyn jsou vysoké |
Náklady na brusiva a opotřebitelné díly jsou vysoké |
A: Ano, máme továrnu v Kuang-tungu v Číně.
A:
Obrábění trvá 3-7 dní pro vzorek, 15-20 dní pro sériovou výrobu podle množství;
Výroba forem trvá 25 dní pro vzorek, 15-20 dní pro velké množství.
A: Ano, nabízíme, je potřeba zaplatit poplatek za vzorek, ale tento poplatek bude vrácen při zadání velké objednávky.
A: Nabízíme flexibilní platební metody včetně bankovního převodu (TT), PayPalu, Western Unionu a akreditivů, které umožňují bezpečné globální transakce. 30 %–50 % zálohy, zbytek před odesláním.
A: Ano, můžeme vyhotovit vlastní loga a návrhy balení v závislosti na objednaném množství. Prosím, projednejte své konkrétní požadavky s naším obchodním týmem.
A: Ano, podporujeme výrobu dle výkresů zákazníka (OEM/ODM) na základě vašich technických návrhů, 2D (PDF/CAD), 3D (IGES/STEP).
Všechna práva vyhrazena © Dongguan Yuanji Technology Co., Ltd. - Zásady ochrany soukromí