Scrivici:[email protected]
Chiamaci:+86-13929487727

Due processi di taglio molto comuni nella lavorazione delle lamiere sono il taglio laser e il taglio ad acqua
Materiali Comunemente Utilizzati |
Lamiera a freddo (SPCC), lamiera a caldo (SPHC), lamiera zincata (SECC, SGCC), acciaio inossidabile (SUS304, SUS316), lamiera di alluminio (Aluminum), lamiera di rame (Copper), ecc. |
Punto Chiave del Design |
Raggio di piegatura: Generalmente non inferiore allo spessore del materiale. Distanza tra fori/bordi: La distanza tra i fori e tra i fori e i bordi deve considerare lo stampo e la resistenza. Fessura di sformo: Evita lo strappo del materiale durante la piegatura. Tolleranza: Definire chiaramente i requisiti di tolleranza per le dimensioni non critiche e quelle critiche. |
Formazione |
Piega, Stampa, Roll Bending |
Collegamento e assemblaggio |
Saldatura, Rivettatura, Connessione filettata |
Finitura e Post-processo |
Smerigliatura: Rimuove le sbavature e gli angoli vivi prodotti sui bordi del taglio e della stampa per garantire sicurezza e utilizzabilità. Bordo liscio e senza sbavature con lime, macchine per la rettifica e macchine per la lucidatura magnetica Trattamento superficiale: Verniciatura a polvere, verniciatura, galvanizzazione, anodizzazione, ecc. Parti con superfici protettive ed esteticamente gradevoli per linee di verniciatura e vasche di galvanizzazione Stampa serigrafica/Marcatura laser: Aggiunge informazioni come etichette, loghi e numeri di serie sulla superficie delle parti. |
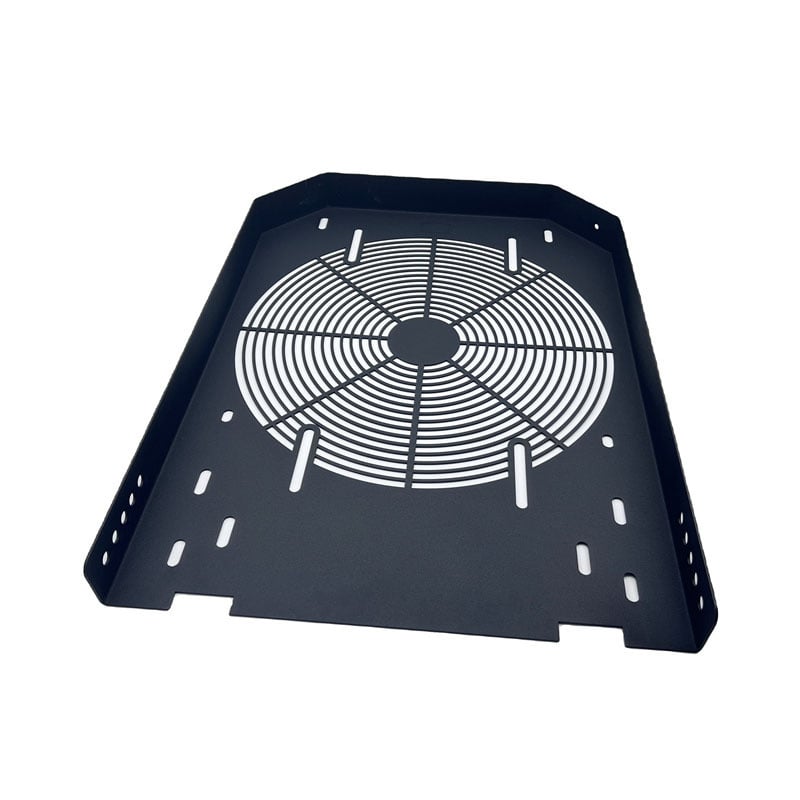
I. Taglio Laser


1. Principio del Processo
La taglio laser utilizza un fascio laser ad alta densità di potenza focalizzato da una lente come fonte di calore per irradiare la superficie del pezzo, riscaldandolo rapidamente, facendolo fondere, vaporizzare o raggiungere il punto di accensione del materiale. Allo stesso tempo, viene utilizzato un flusso di gas ad alta velocità coassiale al fascio per soffiare via il materiale fuso, realizzando così il taglio.
2.I tre elementi principali
Fascio laser ad alta energia, sistema ottico di focalizzazione, gas ausiliario.
3.Applicazioni tipiche
Telaio, cabinet, involucri in lamiera.
Parti decorative in metallo, opere d'arte, lettere per insegne.
Parti per automobili, telai di biciclette.
Componenti elettrici, utensili da cucina.
II. Taglio a getto d'acqua
1. Principio del Processo
Il taglio con getto d'acqua, noto anche come taglio a getto d'acqua, si divide in due tipi: taglio con acqua pura e taglio con sabbia.
① Taglio con acqua pura: utilizza una pompa dell'acqua ad ultra-alta pressione (tipicamente 300-600 MPa) per pressurizzare l'acqua, la quale passa attraverso ugelli di minuscole dimensioni (con diametro di 0,1-0,3 mm) formando un getto ad alta velocità (con velocità fino a tre volte quella del suono), sfruttando l'energia cinetica del flusso d'acqua per erodere i materiali teneri.
② Taglio con aggiunta di sabbia (taglio con miscelazione acqua-sabbia): abrasivi duri (come la sabbia di granato) vengono mescolati a un getto d'acqua pura per formare un getto d'acqua abrasiva, aumentando notevolmente la capacità di taglio. È come un "file ad alta pressione", che taglia i materiali duri grazie all'azione abrasiva.
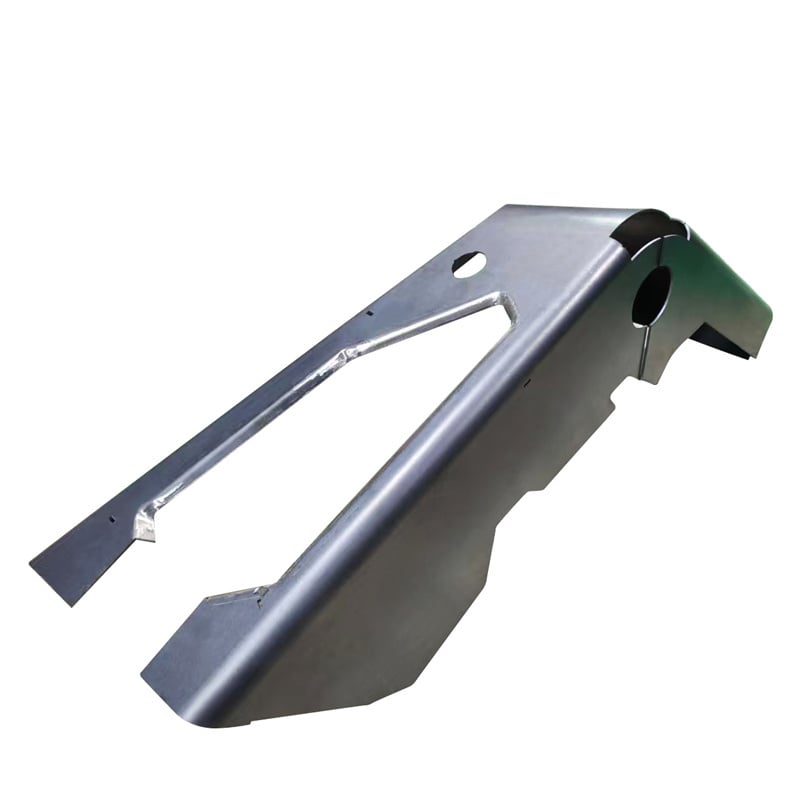
III. Curvatura:
La curvatura è un processo di lavorazione a freddo in cui viene applicata una forza esterna a materiali metallici in fogli, profili o tubi, causando una deformazione plastica sotto l'azione del momento flettente, ottenendo così un angolo e una forma predeterminati. Il principio fondamentale è sfruttare la plasticità del materiale per indurlo a una curvatura permanente in un'area specifica (linea di piegatura) senza romperlo.

1.Principali tipi/metodi :
`Curvatura ad aria: Il metodo più comunemente utilizzato. La matrice superiore preme il foglio all'interno dell'apertura a V della matrice inferiore, ma non lo spinge completamente verso il basso. L'angolo si ottiene controllando la profondità della pressione verso il basso. Elevata flessibilità, un unico set di stampi può piegare diversi angoli.
`Curvatura con pressione totale/Calibratura: La matrice superiore preme completamente la lamiera sul fondo della matrice inferiore, facendola aderire strettamente alla parete interna dello stampo. Può controllare efficacemente il rimbalzo con alta precisione, ma richiede stampi dedicati per ogni angolo e forma.
`Ripiegatura del bordo: Eseguire prima una piegatura ad aria con un piccolo angolo, quindi girare la lamiera e utilizzare la matrice superiore per appiattire o stringere il bordo ripiegato.
2.Principali applicazioni :
`Telaio e cabinet: Cabinet per server, scatole di controllo elettrico, scatole per apparecchiature di rete.
`Componenti in lamiera: supporti, ganci, involucri, coperture, condotti di ventilazione.
`Elettrodomestici: pannelli laterali del frigorifero, carcasse delle lavatrici, pannelli dei forni.
`Architettura e decorazione: Pannelli decorativi per ascensori, soffitti metallici, componenti per facciate continue.
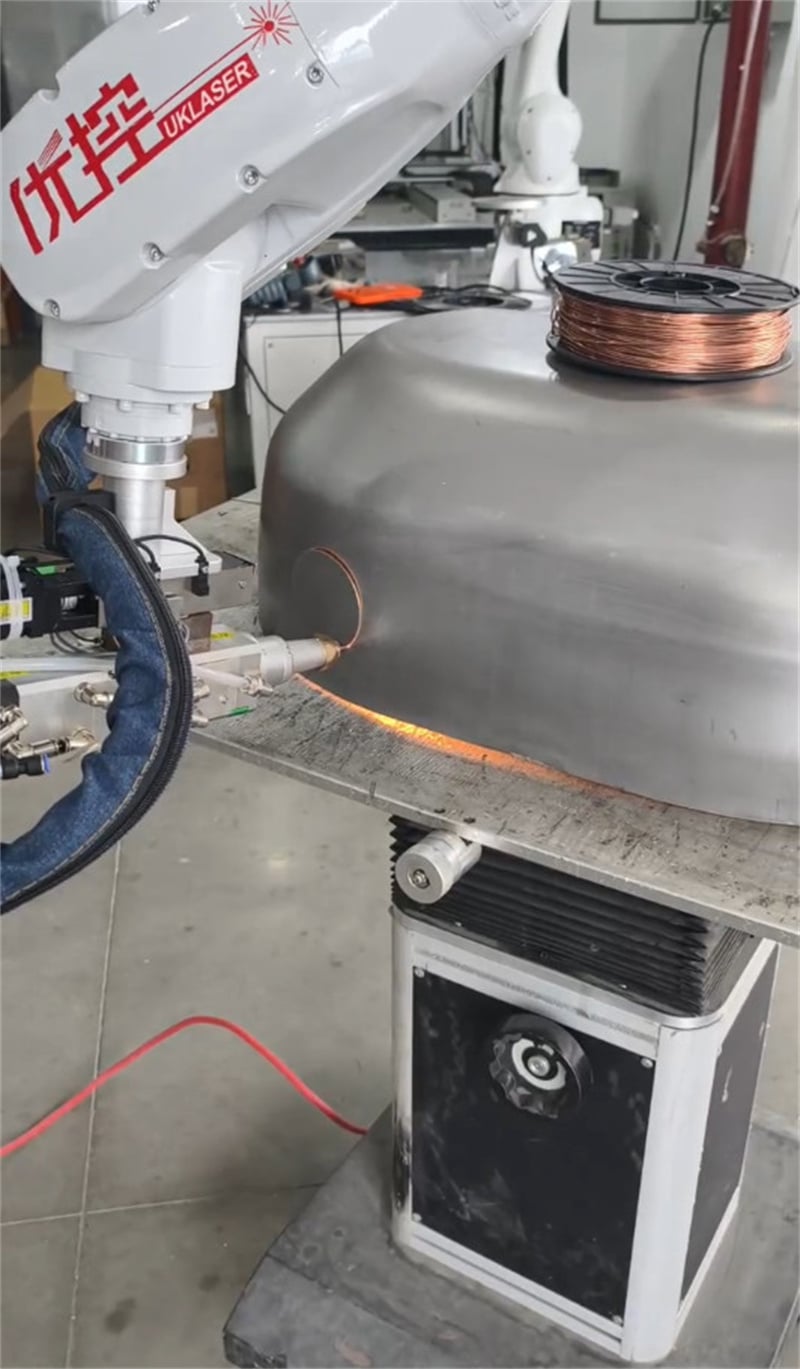
IV. Saldatura
La saldatura è un metodo di processo che unisce due o più pezzi metallici separati (della stessa specie o di specie diverse) a livello atomico mediante riscaldamento, pressione o entrambi, formando così un giunto solido e non smontabile.
1.Principali tipi/metodi :
① Saldatura ad arco :
`Saldatura ad arco con elettrodo rivestito (SMAW): L'attrezzatura è semplice e l'operazione è flessibile, risultando adatta al lavoro all'aperto. Tuttavia, ha un'efficienza relativamente bassa e richiede elevate competenze da parte dell'operatore.
`Saldatura ad arco con gas inerte e filo continuo (MIG/MAG): Utilizza un filo di saldatura continuo come elettrodo ed è protetto da un gas. MIG impiega gas inerti (ad esempio Ar) per saldare alluminio, acciaio inox, ecc. MAG salda l'acciaio al carbonio utilizzando gas reattivi come CO₂. Alta efficienza e la più ampia applicazione.
`Saldatura ad arco con tungsteno e gas inerte (TIG): Gli elettrodi al tungsteno non consumabili vengono utilizzati e sono richiesti fili di apporto aggiuntivi. Il gas protettivo è argon puro. La qualità della saldatura è estremamente elevata, esteticamente piacevole e adatta a lamiere sottili, acciaio inossidabile, alluminio, titanio, ecc. Tuttavia, richiede le competenze più elevate da parte dell'operatore ed è lento.
② SALDATURA A RESISTENZA :
`Saldatura a punti: Applicando pressione su lamiere metalliche sovrapposte con elettrodi e facendo passare la corrente elettrica, il calore resistivo provoca la fusione locale e forma un punto di saldatura. Altamente efficiente, è spesso utilizzato per il collegamento di un gran numero di lamiere sottili nei corpi automobilistici e nei gusci di elettrodomestici.
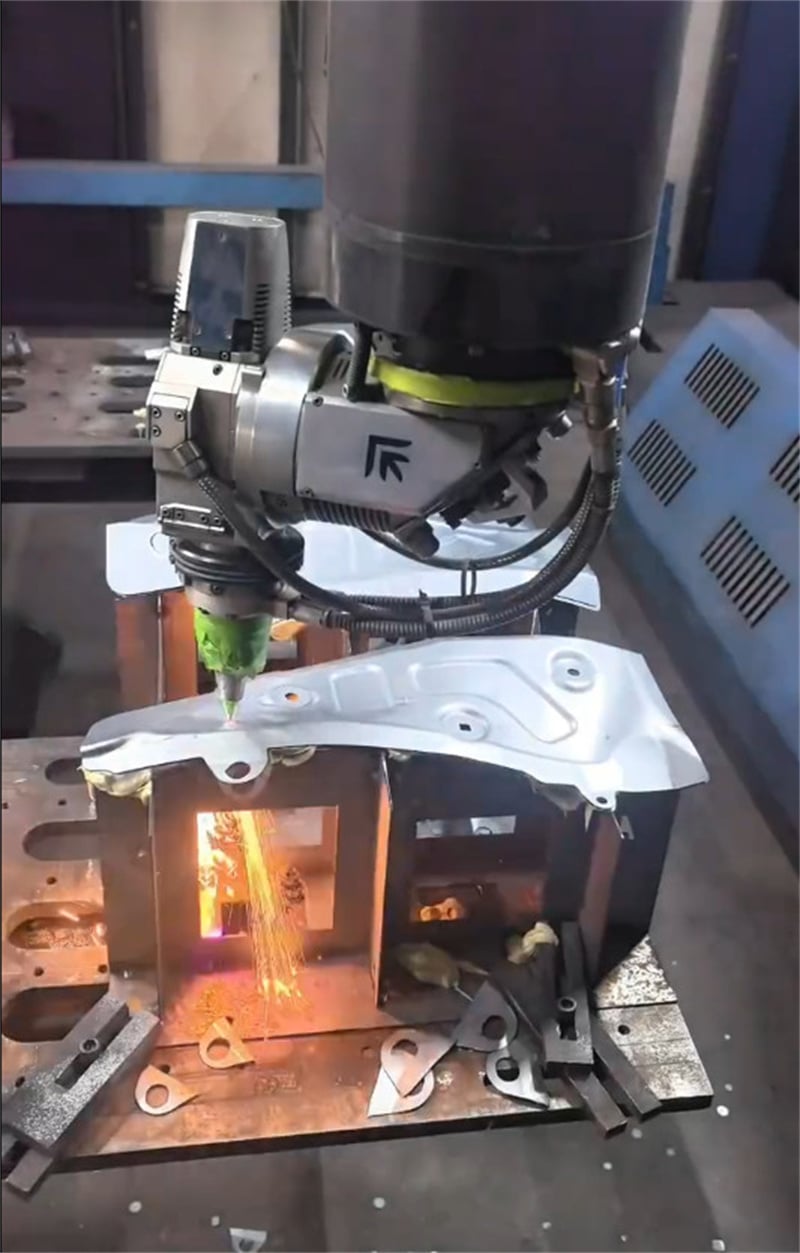
③ Saldatura a fascio energetico :
`Saldatura Laser: Utilizza un fascio laser con elevata densità di energia come fonte di calore. Estrema precisione, piccola zona termicamente alterata, deformazione minima ed estrema velocità. Adatto alla produzione automatizzata.
`Saldatura a fascio di elettroni: Viene eseguita in vuoto e ha prestazioni simili a quelle della saldatura laser, ma l'attrezzatura è più costosa e complessa.
2.Principali applicazioni :
`Settore manifatturiero: Carrozzerie automobilistiche, scafi di navi, recipienti sotto pressione, caldaie, strutture in acciaio per ponti.
`Settore edile: Struttura in acciaio di grattacieli, tubazioni per petrolio e gas.
`Manutenzione: Riparazione di crepe su attrezzature e assemblaggio di componenti.
|
Laser |
Waterjet |
|
|
Principio di funzionamento |
Fonte di calore ad alta energia (fusione/vaporizzazione) |
Taglio meccanico a freddo (abrasione/erosione) |
|
Effetto termico |
Esiste una zona interessata termicamente e può deformarsi |
Nessun effetto termico, taglio a freddo |
|
Gamma Materiale |
Il metallo è il materiale principale, mentre i materiali riflettenti sono difficili da trattare |
Quasi tutti i materiali (metalli, non metalli) |
|
Spessore di taglio |
Vantaggi per lastre medie e sottili (di norma <25 mm) |
Vantaggi delle lastre spesse (fino a 300 mm+) |
|
Costo di funzionamento |
I costi di elettricità e gas sono elevati |
Il costo degli abrasivi e delle parti di usura è elevato |
A: Sì, siamo un'azienda in Guangdong, Cina.
A:
La lavorazione richiede 3-7 giorni per il campione, 15-20 giorni per il lotto in base alla quantità;
La stampatura richiede 25 giorni per il campione, 15-20 giorni per grandi quantità.
A: Sì, possiamo farlo, è richiesto il costo del campione, ma sarà rimborsato al momento dell'ordine di grandi quantitativi.
A: Offriamo metodi di pagamento flessibili, tra cui bonifico bancario (TT), PayPal, Western Union e Lettere di Credito per facilitare transazioni globali sicure. 30%-50% in anticipo, pagare il saldo prima della spedizione.
A: Sì, possiamo realizzare loghi e design di imballaggio personalizzati in base alla quantità dell'ordine. Discutete le vostre esigenze specifiche con il nostro team vendite.
A: Sì, supportiamo personalizzazione OEM/ODM basata sui vostri disegni tecnici, 2D/(PDF/CAD)3D(IGES/STEP).
Copyright © Dongguan Yuanji Technology Co., Ltd. Tutti i diritti riservati - Informativa sulla privacy