メールアドレス:[email protected]
お電話:+86-13929487727

板金加工における2つの非常に一般的な切断プロセスは、レーザー切断とウォータージェット切断です。
一般的に使用される材料 |
冷延鋼板(SPCC)、熱延鋼板(SPHC)、亜鉛めっき鋼板(SECC、SGCC)、ステンレス鋼(SUS304、SUS316)、アルミニウム板(Aluminum)、銅板(Copper)など |
設計のポイント |
曲げ半径: 通常、材料の厚さ以上とする。 穴/エッジ間隔: 穴と穴、および穴とエッジの間隔は、金型と強度を考慮する必要がある。 リリーススロット: 曲げ時の材料の破断を防止する。 耐性 非重要寸法および重要寸法の許容差要求を明確に定義する。 |
形作る |
曲げ加工、プレス加工、ロール曲げ加工 |
接続および組立 |
溶接、リベット接合、ネジ式接続 |
仕上げおよび後処理 |
バリ取り: 切断およびプレス加工によってエッジに発生した鋭いバリや角を除去し、安全性と使用性を確保します。やすり、研削機および磁気研磨機を使用して、滑らかでバリのないエッジを実現 表面処理: 粉体塗装、塗装、電気めっき、陽極酸化など。スプレーラインおよび電解めっき槽用の保護機能と美観を備えた部品 シルクスクリーン印刷/レーザーマーキング: ラベル、ロゴ、シリアル番号などの情報を部品表面に追加します |
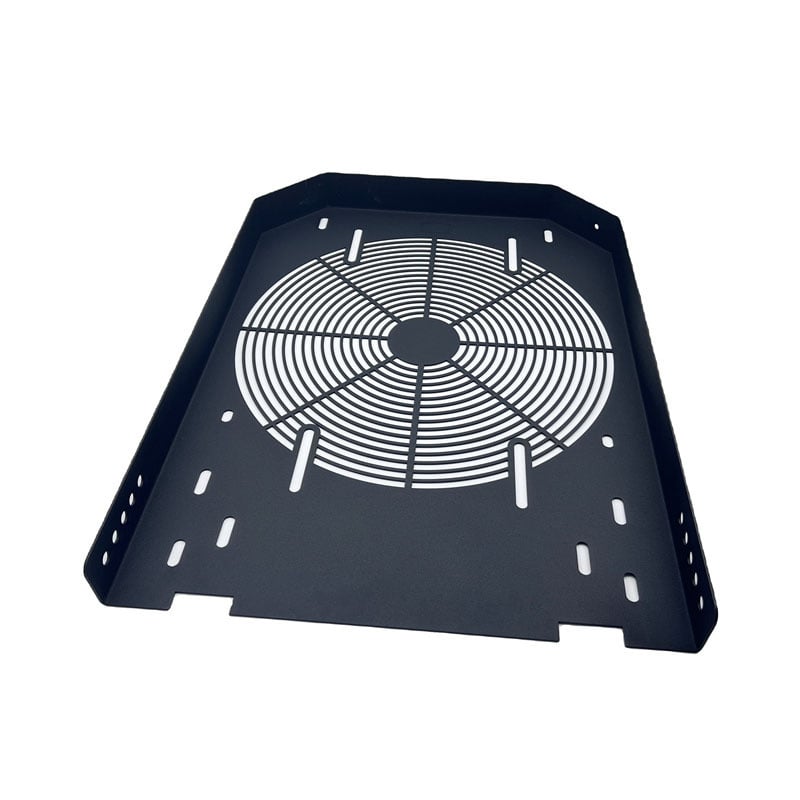
I.レーザー切断


1.プロセス原理
レーザー切断は、レンズによって集光された高エネルギーデンシティのレーザー光線を熱源としてワークの表面を照射し、材料を急速に加熱、溶融、蒸発させるか、または着火点に達成させます。同時に、光線と同軸の高速ガス流を使用して溶融した材料を吹き飛ばし、切断を実現します。
2. 3つのコア要素
高エネルギー密度レーザー光線、集光光学系、補助ガス。
3. 典型的な応用例
シャシー、キャビネット、金属板製エンクロージャー。
金属装飾品、芸術作品、看板文字。
自動車部品、自転車フレーム。
電気部品、台所用品。
II. ウォータージェット切断
1.プロセス原理
ウォータージェット切断は純水切断とアブレシブジェット切断の2種類に分けられ、別名ウォータージェット切断とも呼ばれます。
① 純水カット:超高圧ポンプ(一般的に300〜600MPa)で水を加圧し、その後、微細な宝石ノズル(直径0.1〜0.3mm)を通って音速の最大3倍に達する高速ジェットを形成し、水流の運動エネルギーによって軟質材料を侵食します。
② サンド添加カット(水とサンドの混合カット):硬質の研磨材(例えばガーネット砂)を純水ジェットに混合して研磨性ウォータージェットを形成し、切断能力を大幅に向上させます。これは「高圧水ファイル」のように働き、研磨作用によって硬質材料を切断します。
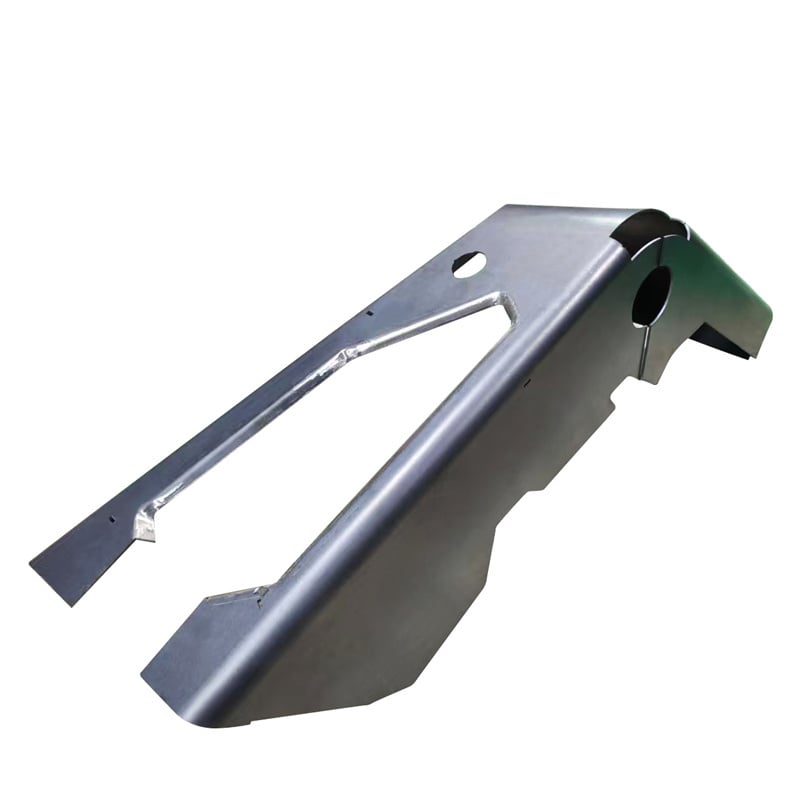
III. 曲げ加工:
曲げ加工は、金属板材、プロファイルまたはチューブに外力が加わることで曲げモーメントによって塑性変形を起こし、所定の角度と形状を得る冷間加工プロセスです。その基本的な原理は、素材の塑性を利用して特定の領域(曲げ線)で破断することなく永久的な曲げ変形を生じさせます。

1.主な種類/方法 :
`空曲げ: 最も一般的に使用される方法です。上型が板材を下型のV字開口部に押し込むことで、完全に押し切ることなく角度をコントロールします。押し込む深さを調整することで角度を得ます。柔軟性が高く、一組の金型で複数の角度に曲げ加工が可能です。
`ボトムプレス曲げ/キャリブレーション曲げ: 上型はシートメタルを下型の底部まで完全に圧延し、金型の内壁に密着させます。高い精度でスプリングバックを効果的に制御できますが、各角度および形状ごとに専用の金型を必要とします。
`折り曲げ加工: まず小さな角度のエアベンドを行い、その後にシートを反転させて上型を使用して折り曲げ部を平坦に押し付けるか、締め付けます。
2.主要な用途 :
`シャシおよびキャビネット: サーバーキャビネット、電気制御ボックス、ネットワーク機器ボックス。
`金属板部品: ブラケット、ハンガー、エンクロージャ、カバー、通風管。
`家庭用電化製品: 冷蔵庫側板、洗濯機外装、オーブンパネル。
`建築装飾: エレベーター化粧パネル、金属製天井、カーテンウォール部品。
IV. 溶接
溶接とは、加熱や加圧、あるいはその両方によって、2つ以上の別々の金属部品(同種または異種)を原子間で結合し、丈夫で着脱不能な継手を形成する工程方法です。
1.主な種類/方法 :
① 弧溶接 :
`被覆アーク溶接(SMAW): 装置が簡易で操作が柔軟であり、屋外作業に適しています。ただし、比較的作業効率が低く、オペレーターの技能レベルに高い要求があります。
`不活性ガス金属アーク溶接(MIG/MAG): 連続供給される溶接ワイヤを電極として使用し、ガスによって保護されます。MIGはアルミニウムやステンレス鋼などの溶接にアルゴンなどの不活性ガスを使用します。MAGは二酸化炭素などの活性ガスを用いて炭素鋼を溶接します。作業効率が高く、最も広く使用されています。
`タングステン不活性ガス溶接(TIG): 消耗しないタングステン電極を使用し、追加のフィラーワイヤが必要です。保護ガスは純アルゴンです。溶接品質は極めて高く、外観も美しく、薄板やステンレス鋼、アルミニウム、チタンなどに適しています。ただし、溶接作業者に最も高い技術が要求され、作業速度も遅いです。
② 抵抗溶接 :
`ポイント溶接: 金属板を重ねて電極で圧力をかけ、電流を流すことで抵抗熱により局所的に溶融し、溶接点を形成します。非常に効率が高く、自動車車体や家庭用電化製品の筐体など、多数の薄板同士の接続に頻繁に使用されます。
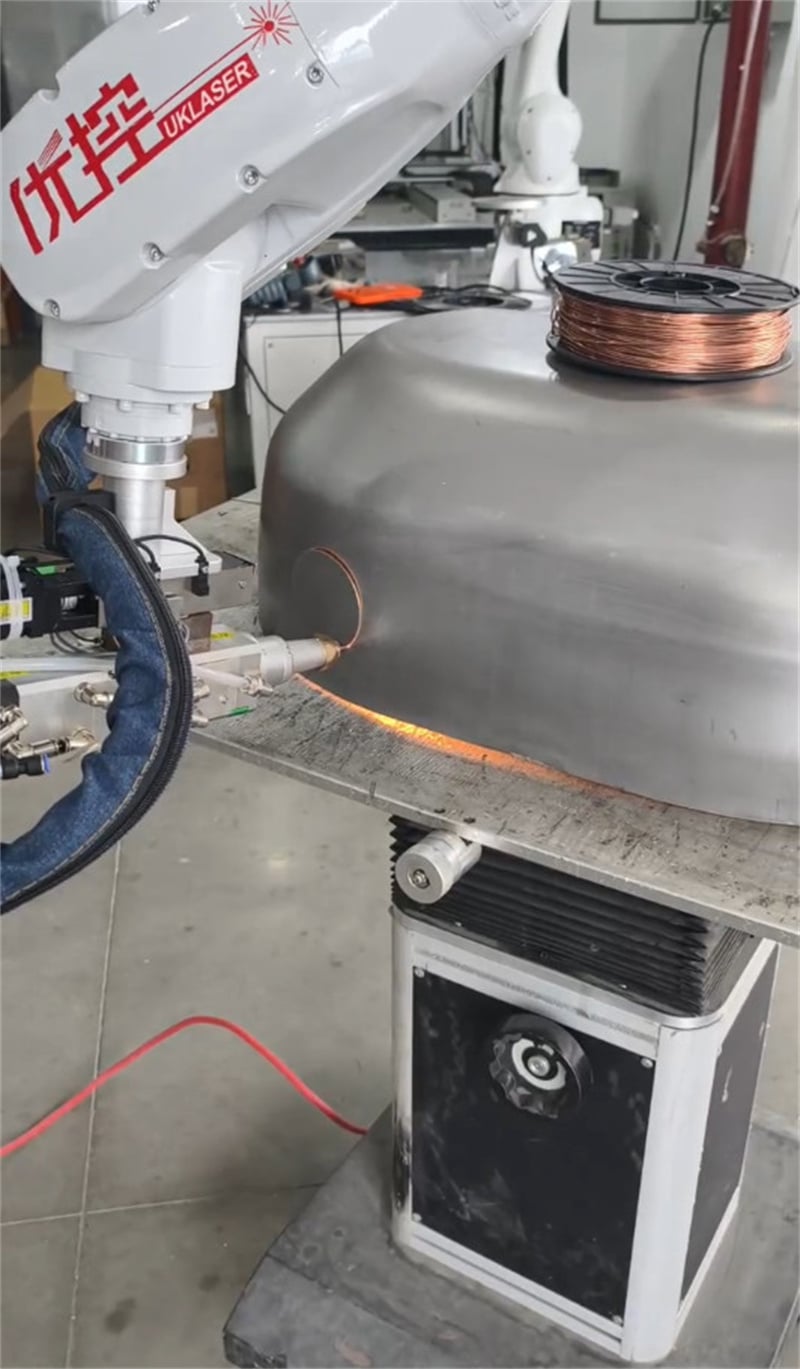
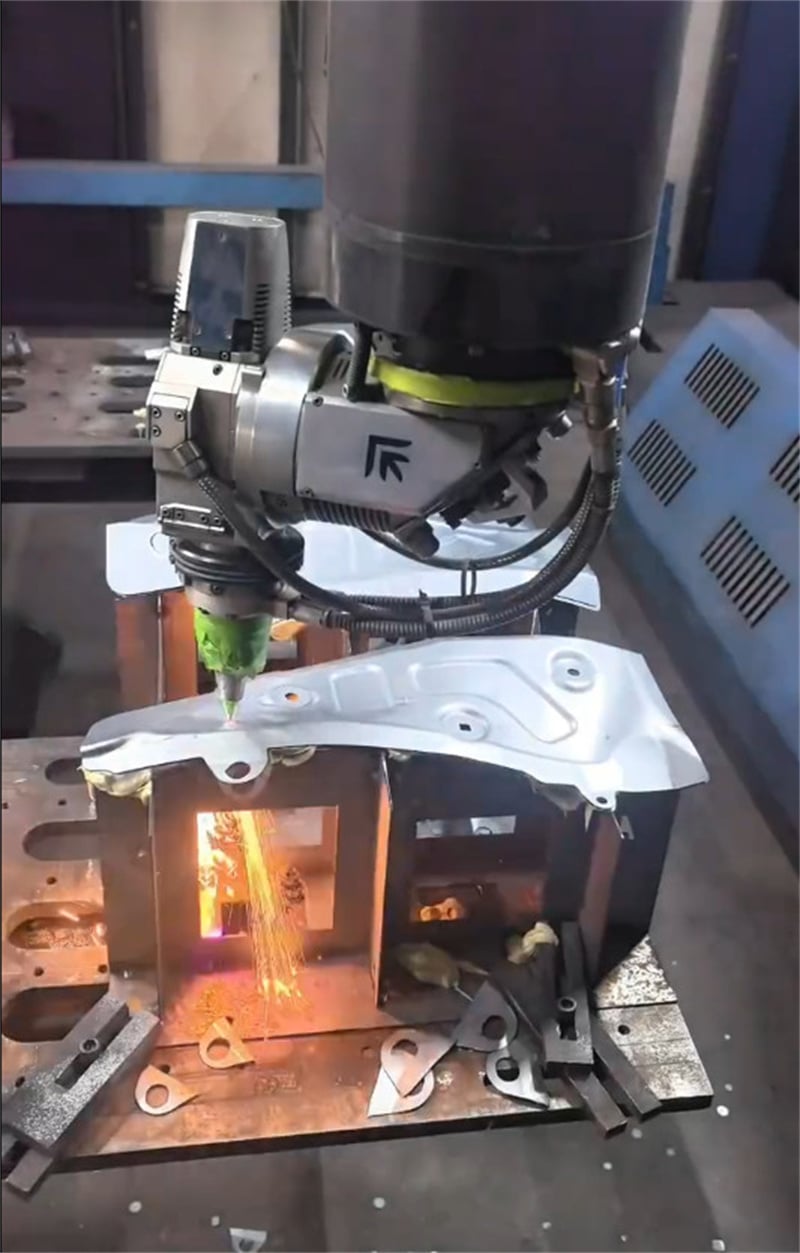
③ 高エネルギー線溶接 :
`レーザー溶接: 高エネルギー密度のレーザー光線を熱源として使用します。極めて高い精度を持ち、熱影響部が小さく、変形も最小限で、溶接速度は非常に速いです。自動化された生産工程に適しています。
`電子ビーム溶接: 真空状態で行われ、レーザー溶接と似た性能を持ちますが、装置はより高価で複雑です。
2.主要な用途 :
`製造業: 自動車のボディ、船体、圧力容器、ボイラー、橋梁用鋼構造物。
`建設業: 高層ビルの鋼構造、石油・ガスパイプライン。
`メンテナンス 設備のひび割れ修理および部品の組み立て。
|
レーザー |
ウォータージェット |
|
|
動作原理 |
高エネルギー熱源(溶融・蒸発) |
機械的コールドカット(研磨材による侵食) |
|
熱影響 |
熱影響部があり、変形する可能性があります。 |
熱影響がなく、コールドカットです。 |
|
材料の範囲 |
金属が主な材料であり、反射性材料は難しいです。 |
ほぼすべての材料(金属、非金属) |
|
切断厚さ |
中薄板(通常<25mm)における利点 |
厚板(最大300mm以上)の利点 |
|
運転コスト |
電気およびガスのコストが高い |
研磨材および摩耗品のコストが高い |
A: はい、私たちは中国広東省に工場を持っています
A:
サンプルは3〜7日、量産は数量により15〜20日です。
金型はサンプルで25日、量産は15〜20日です。
A: はい、提供可能です。ただしサンプル料金が必要ですが、量産発注時に返金されます
A: 安全な国際取引を実現するため、銀行振込(TT)、PayPal、Western Union、信用状(L/C)を含む柔軟な支払方法をご提供しています。前金30〜50%、出荷前残金支払い。
A: はい、注文数量に応じてカスタムロゴや梱包デザインに対応可能です。具体的な要望については、営業チームとご相談ください。
A: はい、技術図面、2D(PDF/CAD)、3D(IGES/STEP)に基づきOEM/ODMカスタマイズをサポートしています。
著作権 © 東莞市袁記科技有限公司 著作権所有 - プライバシーポリシー