Stuur ons een e-mail:[email protected]
Bel ons op:+86-13929487727

Twee zeer gebruikelijke snijprocessen in de plaatbewerking zijn lasersnijden en waterstraalsnijden
Veelgebruikte materialen |
Koudgewalst plaatmateriaal (SPCC), heetgewalst plaatmateriaal (SPHC), gegalvaniseerd plaatmateriaal (SECC, SGCC), roestvrij staal (SUS304, SUS316), aluminiumplaat (Aluminum), koperplaat (Copper), enz. |
Ontwerpsleutel |
Buigradius: Meestal niet minder dan de dikte van het materiaal. Afstand tussen gaten/randen: De afstanden tussen gaten en tussen gaten en randen moeten rekening houden met de matrijs en de sterkte. Ontlastingsgleuf: Voorkomt dat het materiaal scheurt tijdens het buigen. Tolerantie: Geef duidelijk de tolerantie-eisen aan voor niet-kritieke afmetingen en kritieke afmetingen. |
Vormgeven |
Buigen, Stansen, Rolbuigen |
Aansluiting en montage |
Lassen, Nieten, Schroefverbinding |
Afwerking en nabewerking |
Verwijdering van aanslag: Verwijdert scherpe burrs en scherpe hoeken die zijn ontstaan op de randen van snijden en stansen om veiligheid en gebruiksgemak te garanderen. Gladde en vrij van burrs randen met vijlen, slijpmachines en magnetische polijstmachines Oppervlaktebehandeling: Poedercoating, schilderen, verchromen, anodiseren, enz. Onderdelen met beschermende en esthetisch aantrekkelijke oppervlakken voor spuitlijnen en verchroomde baden Screendruk/lasermarkering: Voegt informatie toe zoals labels, logo's en serienummers op het oppervlak van onderdelen. |
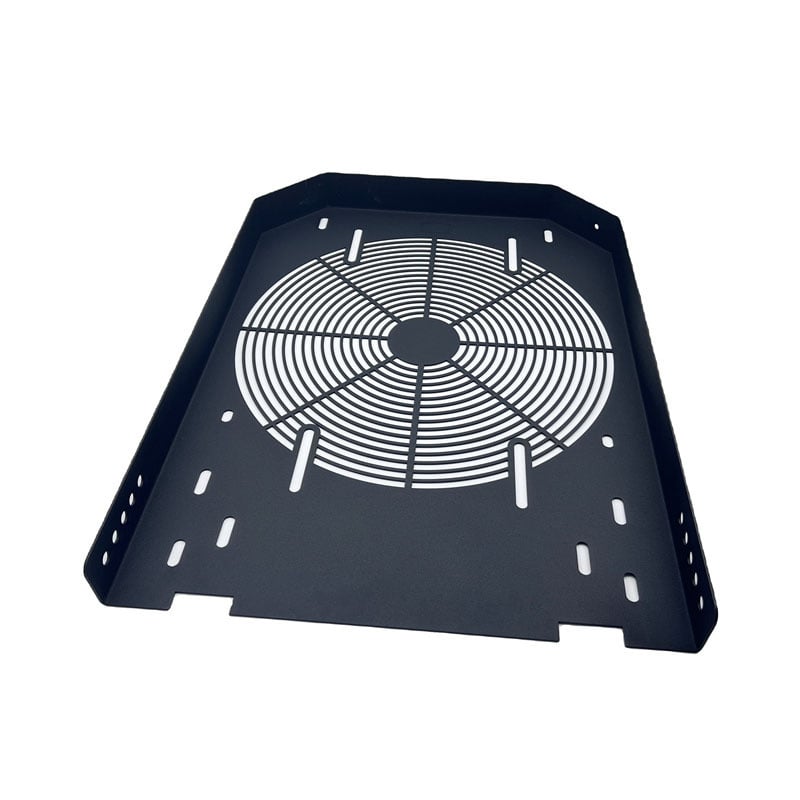
I.Lasersnijden


1.Procesprincipe
Lasersnijden maakt gebruik van een laserstraal met een hoge vermogensdichtheid, gefocusseerd door een lens als warmtebron om het oppervlak van het werkstuk te bestralen, en daardoor wordt het materiaal snel verwarmd, gesmolten, verdampt of tot het ontbrandingspunt gebracht. Tegelijkertijd wordt een coaxiale, hoge snelheid gasstroom gebruikt om het gesmolten materiaal weg te blazen, waardoor het snijden wordt gerealiseerd.
2.De drie kern-elementen
Hoge-energie laserstraal, focusserend optisch systeem, hulp gas.
3.Type toepassingen
Chassis, kasten, metalen behuizingen.
Metalen decoratieve onderdelen, kunstwerken, bordletters.
Automotiverestdelen, fietsframes.
Elektrische onderdelen, keukengerei.
II. Watersnijden
1.Procesprincipe
Watersnijden, ook wel bekend als waterstraalsnijden, wordt verdeeld in twee typen: puur watersnijden en zand-snijden.
① Zuiver waterstralen: Het gebruikt een ultra-hoge drukwaterpomp (meestal 300-600 MPa) om water onder druk te zetten, die vervolgens door zeer kleine edelstenen spuitmonden (met een diameter van 0,1-0,3 mm) stroomt en zo een hoog-snelheidsstraal vormt (met een snelheid tot drie keer de geluidssnelheid), die door de kinetische energie van de waterstroom zachte materialen wegslijpt.
② Stralen met toegevoegd zand (zand-water mengstralen): Harde slijpmiddelen (zoals granietzand) worden gemengd in een zuivere waterstraal om een slijpende waterstraal te vormen, waardoor het snijvermogen aanzienlijk wordt verhoogd. Het is alsof het werkt als een "hogedruk waterfile", die harde materialen doorslijpt middels abrasie.
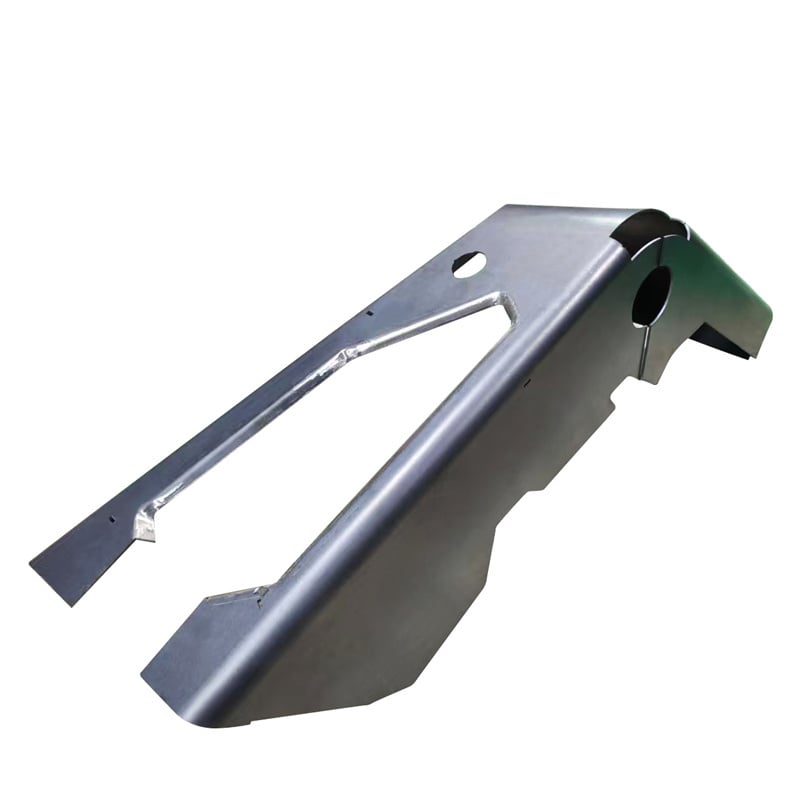
III. Buigen:
Buigen is een koud vervormingsproces waarbij externe kracht wordt uitgeoefend op metalen plaatmaterialen, profielen of buizen, waardoor plastische vervorming plaatsvindt onder invloed van een buigend moment, zodat een vooraf bepaalde hoek en vorm worden verkregen. Het kernprincipe is het gebruik maken van de plastische eigenschappen van het materiaal om het permanent te buigen op een specifiek gebied (de buiglijn) zonder het te breken.

1.Belangrijkste typen/methoden :
`Luchtbuigen: De meest gebruikte methode. De bovenmatrijs drukt de plaat in de V-vormige opening van de ondermatrijs, maar drukt deze niet volledig naar beneden. De hoek wordt verkregen door de diepte van de omlaaggaande druk te bepalen. Hoge flexibiliteit; met één matrijsset kunnen meerdere hoeken worden gemaakt.
`Fondspressen/kalibreren: De bovenste matrijs drukt het plaatstaal volledig in de bodem van de onderste matrijs, waardoor het nauwkeurig aan de binnenwand van de matrijs hecht. Dit biedt effectieve controle over veerkracht met hoge precisie, maar vereist specifieke matrijzen voor elk hoek en elke vorm.
`Vouwrand: Voer eerst een luchtboording met een kleine hoek uit, keer het plaatstaal vervolgens om en gebruik de bovenste matrijs om de vouwrand plat of strak te maken.
2.Hooftoepassingen :
`Chassis en kasten: Serverkasten, schakelkasten, netwerkkasten.
`Plaatmetalen onderdelen: beugels, ophangers, behuizingen, deksels, ventilatiekanalen.
`Huishoudelijke apparaten: zijkleppen van koelkasten, wasmachinehuizen, ovenpanelen.
`Architectonische versiering: Afwerkborden voor liften, metalen plafonds, componenten voor gevels met gordijnen.
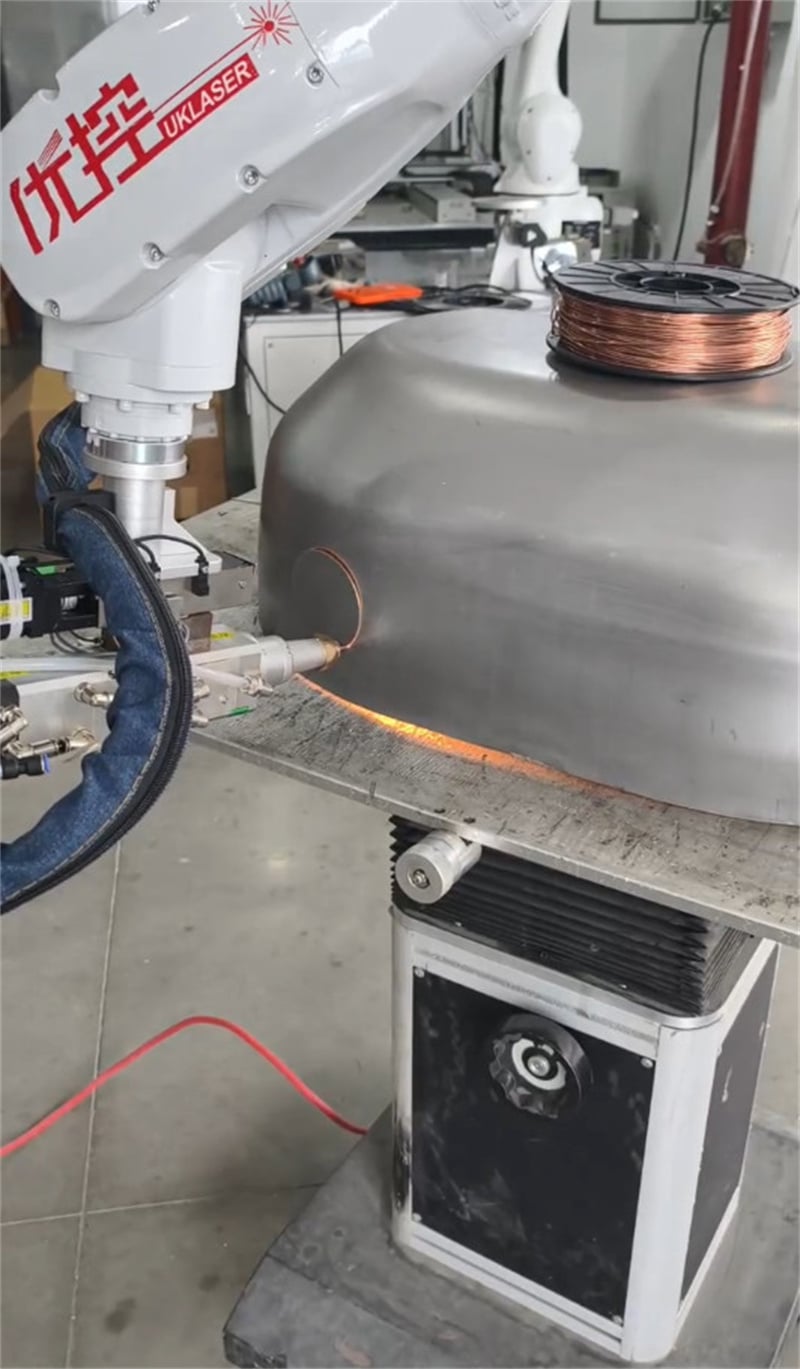
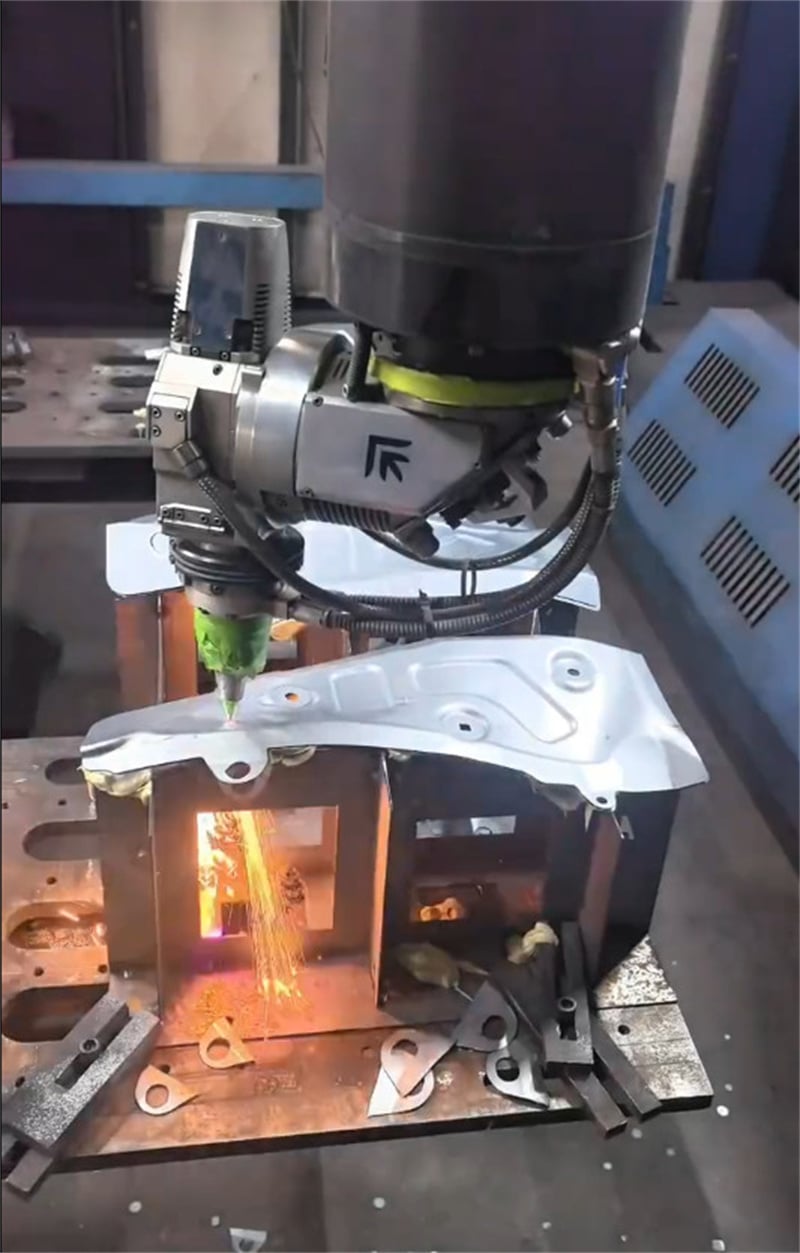
IV. Lassen
Lassen is een procesmethode waarbij twee of meer afzonderlijke metalen werkstukken (van dezelfde of verschillende soort) op atoomniveau met elkaar worden gecombineerd door middel van verwarming, verhitting onder druk of beide, waardoor een vaste en onverwisselbare verbinding ontstaat.
1.Belangrijkste typen/methoden :
① Buizenlassen :
`Beklede elektrode lassen (SMAW): De apparatuur is eenvoudig en de bediening is flexibel, waardoor het geschikt is voor gebruik buitenshuis. Het heeft echter een relatief lage efficiëntie en hoge eisen aan de vaardigheden van de operator.
`MIG/MAG-lassen (met afdekkend gas): Het gebruikt continu aangevoerde lasdraad als elektrode en wordt beschermd door gas. MIG gebruikt inerte gassen (zoals Ar) om aluminium, roestvast staal, enzovoort te lassen. MAG wordt gebruikt voor koolstofstaal met reactieve gassen zoals CO₂. Hoge efficiëntie en de breedste toepassing.
`TIG-lassen (wolfraam-inertgaslassen): Niet-verbruikbare wolfraamelektroden worden gebruikt en er zijn extra toevoegdraad nodig. Het beschermgas is puur argon. De las kwaliteit is zeer hoog, esthetisch aantrekkelijk en geschikt voor dunne platen, roestvast staal, aluminium, titaan, etc. Het heeft echter de hoogste eisen aan de vaardigheden van de lasser en is traag.
② WEERSTANDSLASSEN :
`Puntlassen: Door druk uit te oefenen op gestapelde metalen platen met elektroden en elektriciteit erdoorheen te geleiden, veroorzaakt de weerstandswarmte lokaal smelten om een laspunt te vormen. Zeer efficiënt, wordt vaak gebruikt voor de verbinding van een groot aantal dunne platen in auto lichamen en huishoudelijke apparaat behuizingen.
③ Laswerk met hoogenergetische straal :
`Laser Laser-solderen: Het gebruikt een laserstraal met hoge energiedichtheid als warmtebron. Zeer hoge precisie, kleine warmtebeïnvloede zone, minimale vervorming en extreem hoge snelheid. Geschikt voor geautomatiseerde productie.
`Lassen met elektronenstraal: Het wordt uitgevoerd in een vacuüm en heeft een vergelijkbare prestatie als laserlassen, maar de apparatuur is duurder en complexer.
2.Hooftoepassingen :
`Maakindustrie: Automobielcarrosserieën, scheepshullens, drukvaten, ketels, brugstaalconstructies.
`Bouwsector: Het stalen frame van wolkenkrabbers, olie- en gaspijpleidingen.
`Onderhoud: Reparatie van uitrustingsscheuren en montage van onderdelen.
|
Laser |
Waterstraal |
|
|
Werkingsprincipe |
Hoogenergetische warmtebron (smelten\/verdampen) |
Mechanisch koud stralen (abrasieve erosie) |
|
Warmte-effect |
Er is een warmtebeïnvloede zone en het kan vervormen |
Geen warmte-effect, koud stralen |
|
Materiaalbereik |
Metaal is het hoofd materiaal, en reflecterende materialen zijn moeilijk |
Bijna alle materialen (metalen, niet-metalen) |
|
Snijdikte |
Voordelen van middelmatige en dunne platen (meestal <25mm) |
Voordelen van dikke platen (tot 300mm+) |
|
Bedrijfskosten |
De kosten van elektriciteit en gas zijn hoog |
De kosten van slijmmiddelen en slijpartijen zijn hoog |
A: Ja, wij zijn een fabriek in Guangdong, China.
A:
Bewerking duurt 3-7 dagen voor een monster, 15-20 dagen voor een batch, afhankelijk van de hoeveelheid;
Molding is 25 dagen voor een monster, 15-20 dagen voor bulk.
A: Ja, dat kunnen we, het vereist een monsterkosten, maar deze worden terugbetaald bij een groothandelsbestelling.
A: We bieden flexibele betalingsmethoden aan, waaronder bankoverboeking (TT), PayPal, Western Union en Letters of Credit om veilige wereldwijde transacties te faciliteren. 30%-50% op voorhand, restbedrag betalen vóór verzending.
A: Ja, we kunnen aangepaste logo's en verpakkingsontwerpen realiseren op basis van de bestelde hoeveelheid. Neemt u alstublieft contact op met ons verkoopsteam om uw specifieke eisen te bespreken.
A: Ja, we ondersteunen OEM/ODM-aanpassingen op basis van uw technische tekeningen, 2D/(PDF/CAD)3D(IGES/STEP).
Auteursrecht © Dongguan Yuanji Technology Co., Ltd. Alle rechten voorbehouden - Privacybeleid