Send oss en e-post:[email protected]
Ring oss:+86-13929487727

To svært vanlige tilvirkningsprosesser i platemetalbearbeiding er laserstikking og vannstråleskæring
Vanlige materialer |
Kaldvalsede plater (SPCC), varmvalsede plater (SPHC), sinkbelagte plater (SECC, SGCC), rustfrie plater (SUS304, SUS316), aluminiumsplater (Aluminium), kobberplater (Kobber), osv. |
Designnøkkel |
Bøyeradius: Vanligvis ikke mindre enn materialets tykkelse. Avstand mellom hull/kant: Avstanden mellom hull og mellom hull og kanter må ta hensyn til verktøyet og styrken. Fristikket: Forhindrer materialet i å revne under bøyning. Toleranse: Definer tydelig toleransekravene for ikke-kritiske og kritiske dimensjoner. |
Forming |
Bøyning, stansing, rullbøyning |
Forbindelse og montering |
Sveising, niting, skruetilkobling |
Overflatebehandling og etterbehandling |
Avgratning: Fjerner skarpe grater og skarpe kanter som er dannet på kantene ved skjæring og stansing for å sikre trygghet og brukbarhet. Smoothe og gratfrie kanter med feiler, sliptemaskiner og magnetiske poleringsmaskiner Overflatebehandling: Pulverlakk, maling, elektroplatering, anodisering osv. Deler med beskyttende og estetisk tiltalende overflater til sprayelinjer og elektroplateringstanker Silketrykk/lasermerking: Legger til informasjon som etiketter, logoer og serienumre på delenes overflate. |
Laserkapping


1. Prosessprinsipp
Laserkapping bruker en høyeffektiv laserstråle fokusert av en linse som varmekilde for å bestråle overflaten av arbeidsemnet, raskt varme, smelte, fordamp eller nå materiallets antenningspunkt. Samtidig brukes en høyhastighets gassstrøm koaksial med strålen for å blåse bort det smeltede materialet, og oppnå kapping.
2.De tre kjerneelementene
Høyenergetisk laserstråle, fokuserende optisk system, hjelpegass.
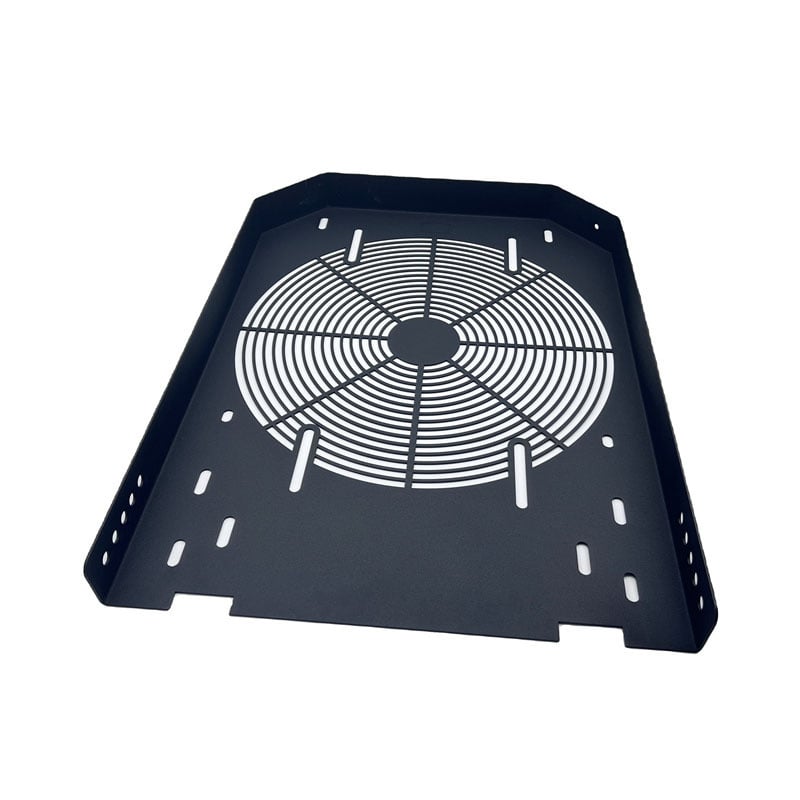
3.Typiske anvendelser
Chassis, kabinett, platemetallosninger.
Metalldekorelementer, kunstverk, skiltbokstaver.
Bilkomponenter, sykkelrammer.
Elektriske komponenter, kjøkkenutstyr.
II. Vannstrålskapping
1. Prosessprinsipp
Vannstrålskapping, også kjent som vannstrålskapping, deles inn i to typer: rent vannskapping og sandkapping.
① Renttvannsskæring: Den bruker en ultra høyt trykkvannspumpe (vanligvis 300-600 MPa) til å presse opp vannet, som deretter går gjennom små edelstensdyser (med en diameter på 0,1-0,3 mm) og danner en høyhastighetsstråle (med en hastighet opptil tre ganger lydhastigheten), og bruker den kinetiske energien i vannstrømmen til å slite bort myke materialer.
② Sandtilleggs-skæring (sand-vann blandings-skæring): Hårde slipesande (som granitsand) blandes inn i en renttvannsstråle og danner en slibestråle, noe som betraktelig forbedrer skæreevnen. Det er som en "høyt trykkvannsfil", og skærer hårde materialer ved hjelp av slipesandens virkning.
III. Bøyning:
Bøyning er en kaldbearbeidningsprosess der ytre kraft påføres metallplatematerialer, profiler eller rør, og fører dem til å gjennomgå plastisk deformasjon under virkning av bøymoment, og oppnår dermed en forutbestemt vinkel og form. Kjerneverdien er å utnytte materialets plastisitet slik at det gjennomgår varig bøyning i et bestemt område (bøyelinjen) uten å knyttes.

1.Hovedtyper/metoder :
`Luftbøyning: Den mest brukte metoden. Øvre verktøy presser platen inn i den V-formed åpningen i nedre verktøy, men presser den ikke helt ned. Vinkelen oppnås ved å kontrollere dybden på den nedadrettede pressingen. Høy fleksibilitet, ett sett former kan bøyes i flere vinkler.
`Bunnpresning/kalibreringsbøyning: Øvre stempel presser fullstendig metallplaten ned i bunnen av nedre stempel, slik at den føyer seg tett til stempelens indre vegg. Det kan effektivt kontrollere fjæring med høy presisjon, men krever dedikerte former for hver vinkel og form.
`Brettekant: Utfør først en liten vinkel luftbøyning, snu deretter plata og bruk øvre stempel til å flate eller stramme den brettede kanten.
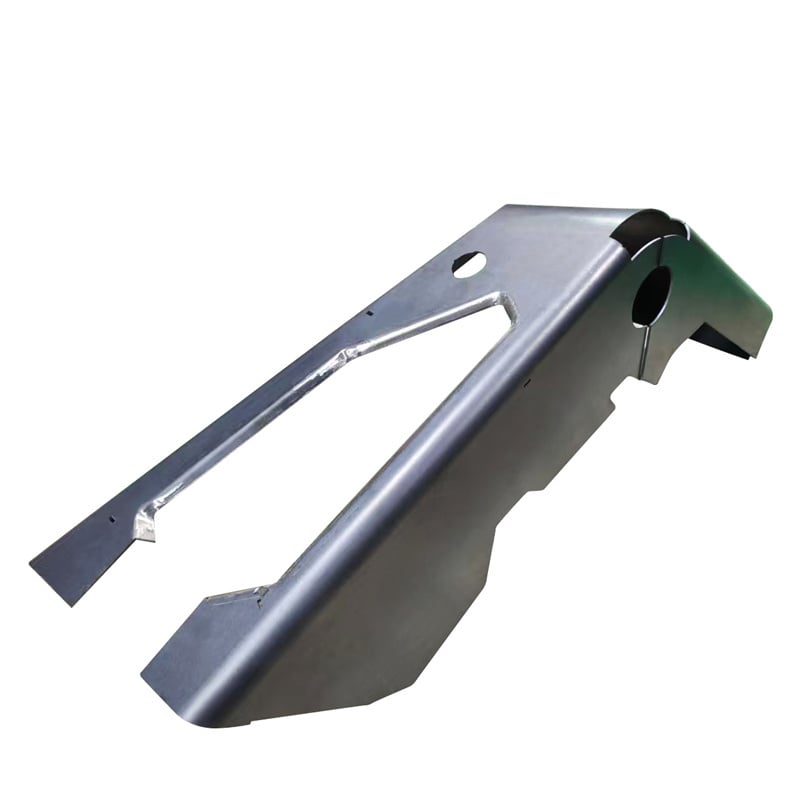
2.Hovedanvendelser :
`Chassis og kabinetter: Serverkabinetter, elektriske kontrollbokser, nettverksutstyrskasser.
`Platedeler: braketter, hengere, kabinetter, lokk, ventilasjonskanaler.
`Husholdningsapparater: kjøleskapssidestykker, vaskemaskinskall, ovnpaneler.
`Bygge- og dekorasjonsbransjen: Heisforsiringspaneler, metalltak, fasadkomponenter.
IV. Sveising
Sveising er en prosessmetode som kombinerer to eller flere separate metallarbeidsstykker (av samme eller forskjellig art) mellom atomer ved oppvarming, trykk eller begge deler, og danner dermed en sterk og ikke-frakoblet forbindelse.
1.Hovedtyper/metoder :
① Arksveising :
`Manuell metallsveising (MMA) : Utstyret er enkelt og driftsmessig fleksibelt, noe som gjør det egnet for utendørs arbeid. Det har imidlertid relativt lav effektivitet og høye krav til operatørens ferdigheter.
`Metallaktiv gassveising (MAG/MIG) : Den bruker kontinuerlig tilført sveisespiller som elektrode og er gassbeskyttet. MIG bruker inerte gasser (som Ar) til å sveise aluminium, rustfritt stål osv. MAG sveiser karbonstål med reaktive gasser som CO₂. Høy effektivitet og mest anvendt sveisingstype.
`Tungsteninertgassveising (TIG) : Ikke-forbruksbaserte wolframelektroder brukes, og det kreves ekstra tilleggsledninger. Beskyttelsesgassen er ren argon. Svarkvaliteten er ekstremt høy, estetisk tiltalende og egnet for tynne plater, rustfritt stål, aluminium, titan osv. Den stiller imidlertid de høyeste kravene til operatørens ferdigheter og er treg.
② Motstandssveising :
`Punktsveising: Ved å utøve trykk på stablede metallplater med elektroder og lede strøm gjennom dem, fører motstandsvarmen til lokal smelting og dannelse av et sveisevrid. Svært effektiv, brukes ofte for tilkobling av et stort antall tynne plater i bilkarosserier og husapparatskall.
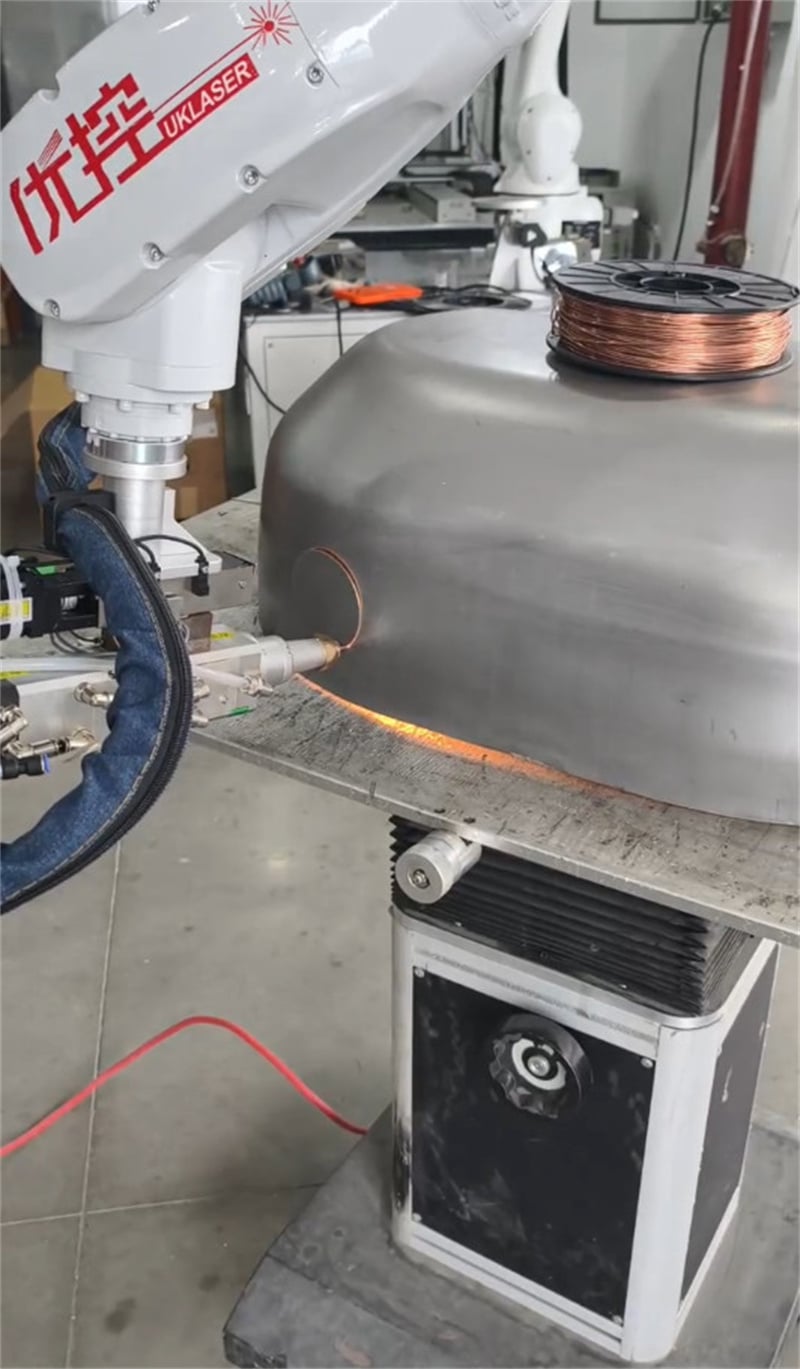
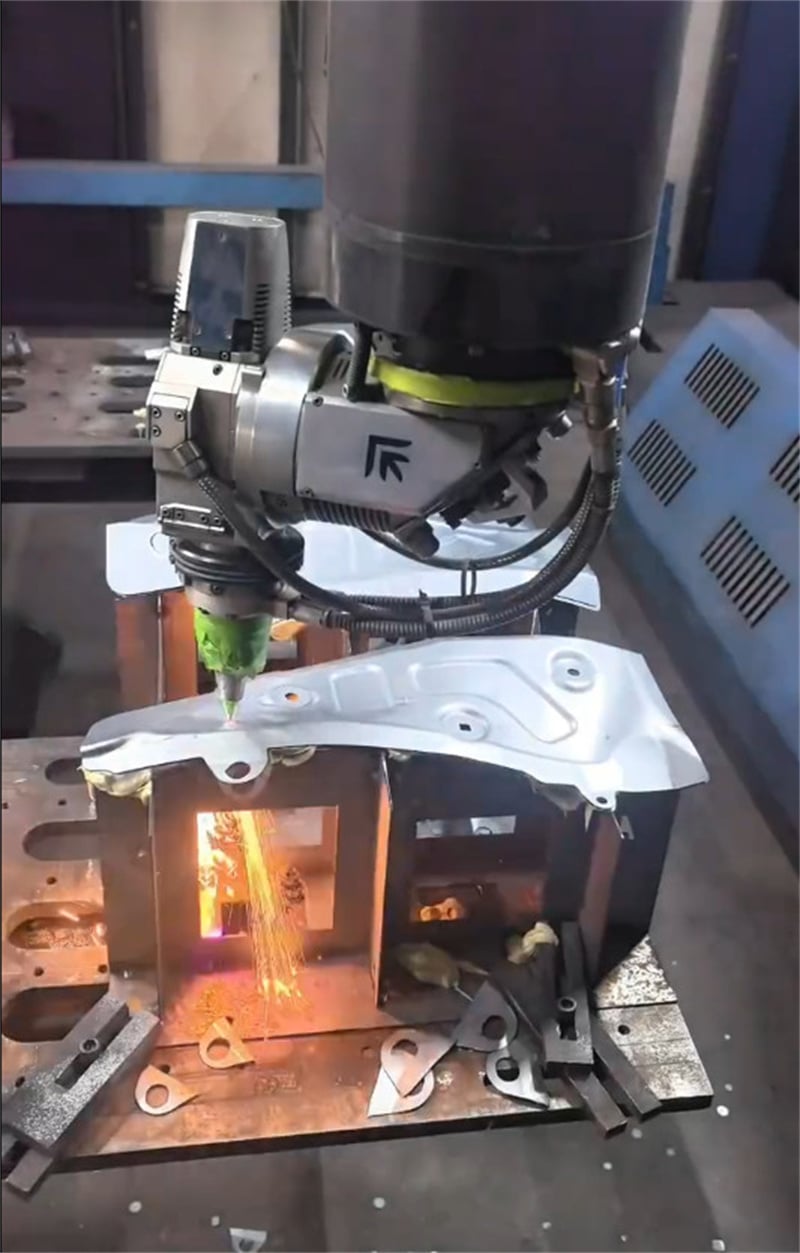
③ Høyenergistrålesveising :
`Laser sveising: Den bruker en laserstråle med høy energitetthet som varmekilde. Ekstremt høy presisjon, lite varmepåvirket sone, minimal deformasjon og svært høy hastighet. Egnet for automatisert produksjon.
`Elektronstrålesveising: Den utføres i vakuum og har en lignende ytelse som laser sveising, men utstyret er mer kostbart og komplekst.
2.Hovedanvendelser :
`Produksjonsindustri: Biler, skipsskrog, trykkbeholdere, kjeler, brostålkonstruksjoner.
`Byggindustrien: Stålstillene i skyskrapere, olje- og gassrørledninger.
`Vedlikehold: Reparasjon av utstyret og montering av deler.
|
Laser |
Vatnetstrålar |
|
|
Arbeidsprinsippet |
Høyenergetisk varmekilde (smelting/fordampning) |
Mekanisk koldsæring (abrasiv erosjon) |
|
Varmepåvirkning |
Det er en varmepåvirket sone, og den kan bli deformert |
Ingen varmepåvirkning, koldsæring |
|
Materialomfang |
Metall er hovedmaterialet, og reflekterende materialer er vanskelige |
Nesten alle materialer (metaller, ikke-metaller) |
|
Skjæringstykkelse |
Fordeler med medium og tynne plater (vanligvis <25 mm) |
Fordeler med tykke plater (opptil 300 mm+) |
|
Driftskostnad |
Strøm- og gasskostnadene er høye |
Kostnaden for slipeskiver og slitasjedeler er høy |
A: Ja, vi er en fabrikk i Guangdong, Kina.
A:
Maskinbearbeiding tar 3-7 dager for prøve, 15-20 dager for batch etter mengde;
Støping tar 25 dager for prøve, 15-20 dager for storpart.
A: Ja, vi kan det, det krever prøvegebyr, men det kan refunderes ved storordre.
A: Vi tilbyr fleksible betalingsmetoder, inkludert bankoverføring (TT), PayPal, Western Union og kredittbrev for å lette sikre globale transaksjoner. 30%-50% på forhånd, betal resten før forsendelse.
A: Ja, vi kan tilpasse logoer og emballasedesign basert på ordremengder. Vennligst diskuter dine spesifikke behov med vårt salgsteam.
A: Ja, vi støtter OEM/ODM-tilpassing basert på dine tekniske tegninger, 2D/(PDF/CAD) 3D(IGES/STEP).
Opphavsrett © Dongguan Yuanji Technology Co., Ltd. Alle rettigheter reservert - Personvernerklæring