Napisz do nas:[email protected]
Zadzwoń do nas:+86-13929487727

Dwa bardzo powszechne procesy cięcia występujące w przetwarzaniu blach to cięcie laserowe i cięcie wodą pod wysokim ciśnieniem
Często Używane Materiały |
Blacha stalowa zimnowalcowana (SPCC), blacha stalowa gorącowalcowana (SPHC), blacha ocynkowana (SECC, SGCC), stal nierdzewna (SUS304, SUS316), blacha aluminiowa (Aluminum), blacha miedziana (Copper) itp. |
Kluczowy Aspekt Projektowania |
Promień gięcia: Zazwyczaj nie mniejszy niż grubość materiału. Odstępy między otworami/krawędziami: Odległości między otworami oraz pomiędzy otworami a krawędziami należy dobierać z uwzględnieniem formy i wytrzymałości. Wycięcie kompensacyjne: Zapobiega rozrywaniu materiału podczas gięcia. Tolerancja: Należy jednoznacznie określić wymagania dotyczące tolerancji dla wymiarów niekrytycznych i krytycznych. |
Tworzenie |
Gięcie, tłoczenie, gięcie na zimno |
Połączenie i montaż |
Spawanie, nitowanie, połączenie gwintowe |
Wykończenie i obróbka końcowa |
Usuwanie zadziorów: Usuwa ostre zadziory i ostre krawędzie powstające na brzegach cięcia i tłoczenia, aby zapewnić bezpieczeństwo i użyteczność. Gładkie i pozbawione zadziorów krawędzie za pomocą ręczników, szlifierek i maszyn do polerowania magnetycznego Przetwarzanie powierzchni: Powłoka proszkowa, malowanie, chromowanie, anodowanie itp. Części z ochronnym i estetycznym wykończeniem powierzchni dla linii natryskowych i wanien pokrywających Druk sitowy/znakowanie laserowe: Dodaje informacje takie jak etykiety, logo i numery seryjne na powierzchni części. |
I. Cięcie laserowe


1. Zasada działania
Cięcie laserowe polega na użyciu skumulowanej wiązki laserowej o dużej gęstości mocy, skupionej przez soczewkę jako źródło ciepła, która napromieniowuje powierzchnię przedmiotu obrabianego, szybko go ogrzewając, topiąc, wyparowując lub doprowadzając materiał do punktu zapłonu. W tym samym czasie strumień gazu o dużej prędkości, współosiowy z wiązką, służy do odrzucania stopionego materiału, umożliwiając tym samym cięcie.
2.Trzy podstawowe elementy
Wiązka laserowa o dużej energii, system optyczny skupiający, gaz pomocniczy.
3.Zastosowania typowe
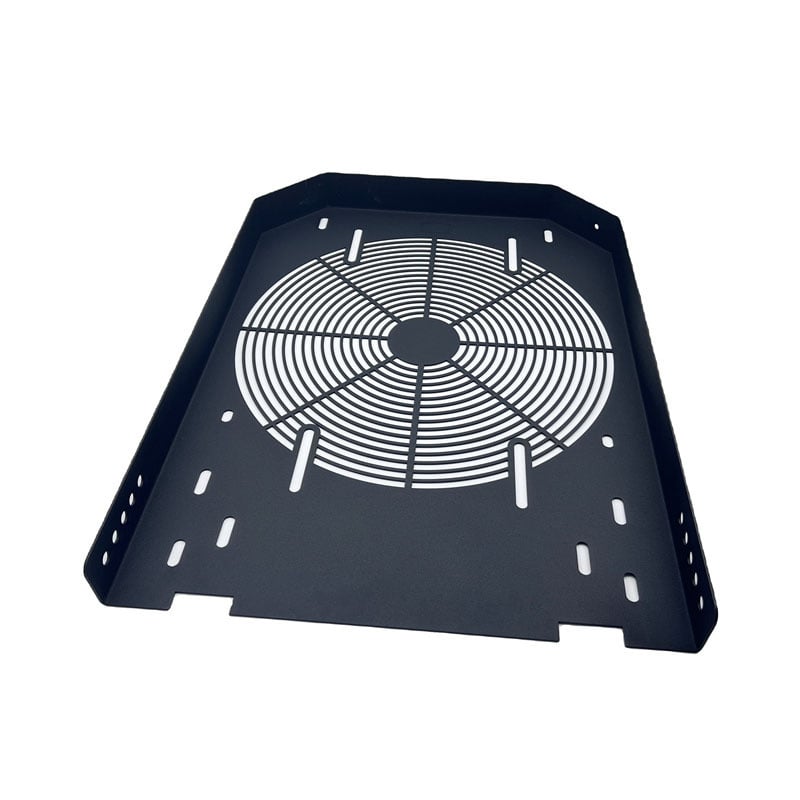
Podwozia, obudowy, obudowy blacharskie.
Metalowe elementy dekoracyjne, dzieła sztuki, litery na tablicach ogłoszeniowych.
Części samochodowe, ramy rowerowe.
Części elektryczne, naczynia kuchenne.
II. Cięcie wodą
1. Zasada działania
Cięcie strumieniem wody, znane również jako cięcie wodą, dzieli się na dwa typy: cięcie czystą wodą oraz cięcie z udziałem mieszanki wody i piasku.
① Cięcie wodą: Wykorzystuje ono pompę wodną o ultra wysokim ciśnieniu (zazwyczaj 300-600 MPa), która podaje wodę przez drobne dysze z kamienia szlachetnego (o średnicy 0,1-0,3 mm), tworząc strumień o dużej prędkości (osiągający prędkość nawet trzykrotnie przekraczającą prędkość dźwięku), który dzięki energii kinetycznej strumienia wody ściera materiały miękkie.
② Cięcie z dodatkiem piasku (cięcie mieszanką wody i piasku): W trakcie cięcia czystego strumienia wodnego dodaje się twarde ścierniwa (np. piasek granatowy), tworząc strumień wody ścierniowej, znacznie zwiększając jego zdolność cięcia. Działa to jak „wodny pilnik pod wysokim ciśnieniem”, pozwalając ciąć materiały twarde dzięki działaniu ściernemu.
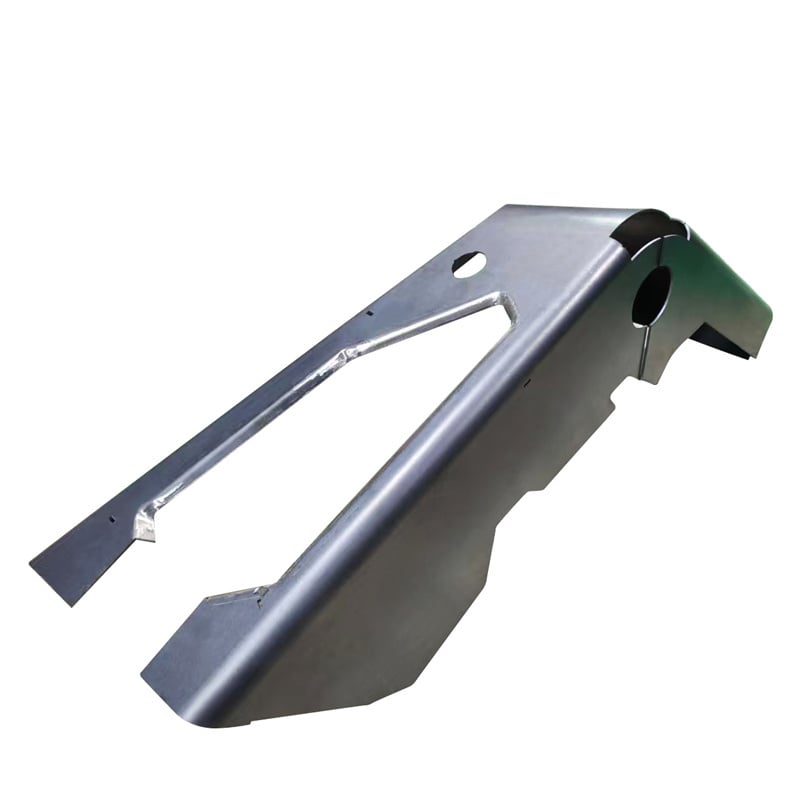
III. Gięcie:
Gięcie jest procesem zimnej obróbki, w którym do materiałów ze skorodowanych metali, profili lub rur zostaje przyłożona siła zewnętrzna, powodując ich plastyczne odkształcenie pod wpływem momentu zginającego, co pozwala uzyskać zadany kąt i kształt. Podstawową zasadą jest wykorzystanie plastyczności materiału, aby umożliwić trwałe zgięcie w określonym obszarze (linii gięcia), bez jego pęknięcia.

1.Główne typy/metody :
`Gięcie swobodne: Najczęściej stosowana metoda. Górny matryca wciska blachę w V-kształtny otwór matrycy dolnej, ale nie dociska jej całkowicie. Kąt uzyskuje się kontrolując głębokość dociskania. Wysoka elastyczność, jednym kompletm form można wykonywać zgięcia pod wieloma kątami.
`Gięcie kalibrujące/praskowe: Górna forma całkowicie wciska blachę w dno dolnej formy, dopasowując ją do jej wewnętrznej ściany. Pozwala to skutecznie kontrolować sprężystość z dużą precyzją, jednak wymaga dedykowanych form do każdego kąta i kształtu.
`Zagięcie krawędzi: Najpierw wykonaj gięcie powietrzne pod małym kątem, następnie obróć blachę i użyj górnej formy do spłaszczenia lub ściśnięcia zagiętej krawędzi.
2.Główne zastosowania :
`Podwozia i obudowy: Szafy serwerowe, skrzynki sterownicze, obudowy urządzeń sieciowych.
`Części blacharskie: uchwyty, wieszaki, obudowy, pokrywy, kanały wentylacyjne.
`Urządzenia gospodarstwa domowego: boczne panele lodówki, obudowy pralek, panele do piekarników.
`Architektura i dekoracja wnętrz: Panele wykończeniowe do wind, sufitu metalowego, elementy ściany osłonowej.
IV. Spawanie
Spawanie jest metodą procesową, która łączy dwa lub więcej oddzielnych metalowych przedmiotów (takich samych lub różnych gatunków) poprzez ogrzewanie, zgniatanie lub oba te działania jednocześnie, tworząc trwałe i nierozłączne połączenie.
1.Główne typy/metody :
① Spawanie łukowe :
`Spawanie łukowe elektrodą otuloną (SMAW): Wyposażenie jest proste w obsłudze i elastyczne, co czyni je odpowiednim do pracy na zewnątrz. Ma jednak stosunkowo niską wydajność i wymaga wysokiej wprawy operatora.
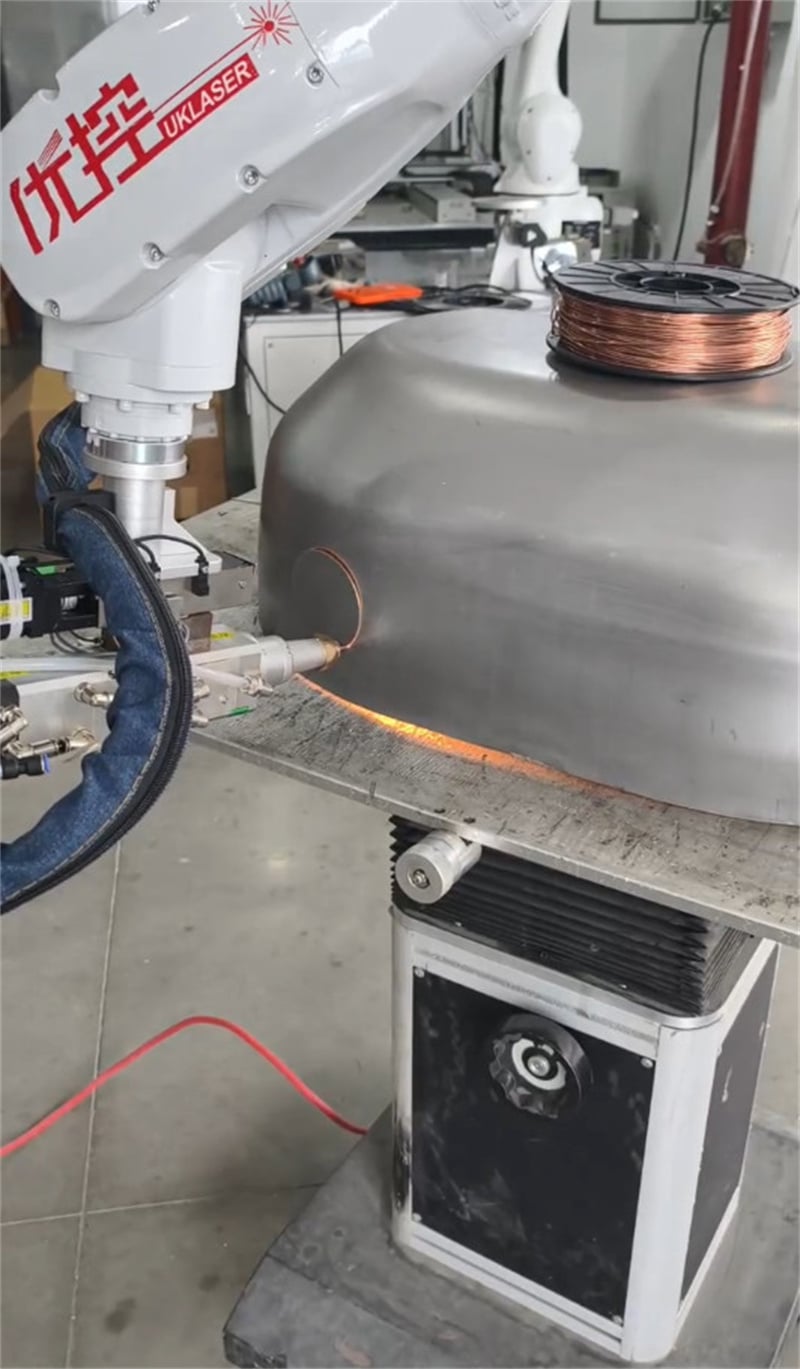
`Spawanie łukiem metalowym w osłonie gazu obojętnego (MIG/MAG): Jako elektrodę wykorzystywany jest ciągły drut spawalniczy, a osłonę stanowi gaz. MIG wykorzystuje gazy obojętne (takie jak Ar) do spawania aluminium, stali nierdzewnej itp. MAG służy do spawania stali węglowej gazami reaktywnymi, takimi jak CO₂. Wysoka wydajność i najszersze zastosowanie.
`Spawanie wolframem w osłonie gazu obojętnego (TIG): Stosuje się niezużywające się elektrody wolframowe, a dodatkowo wymagane są druty napawalnicze. Gazem ochronnym jest czysty argon. Jakość spawu jest bardzo wysoka, estetyczna i nadaje się do blach cienkich, stali nierdzewnej, aluminium, tytanu itp. Jednak operator musi mieć największe kwalifikacje, a praca jest powolna.
② SPAWANIE OPOROWE :
`Spawanie punktowe: Poprzez przyłożenie nacisku do ułożonych na sobie metalowych blach za pomocą elektrod i przepuszczenie przez nie prądu, ciepło rezystancyjne powoduje lokalne topnienie, tworząc punkt spawania. Bardzo wydajne, często stosowane do łączenia dużej liczby cienkich blach w karoseriach samochodów i obudowach urządzeń gospodarstwa domowego.
③ Spawanie wiązką wysokiej energii :
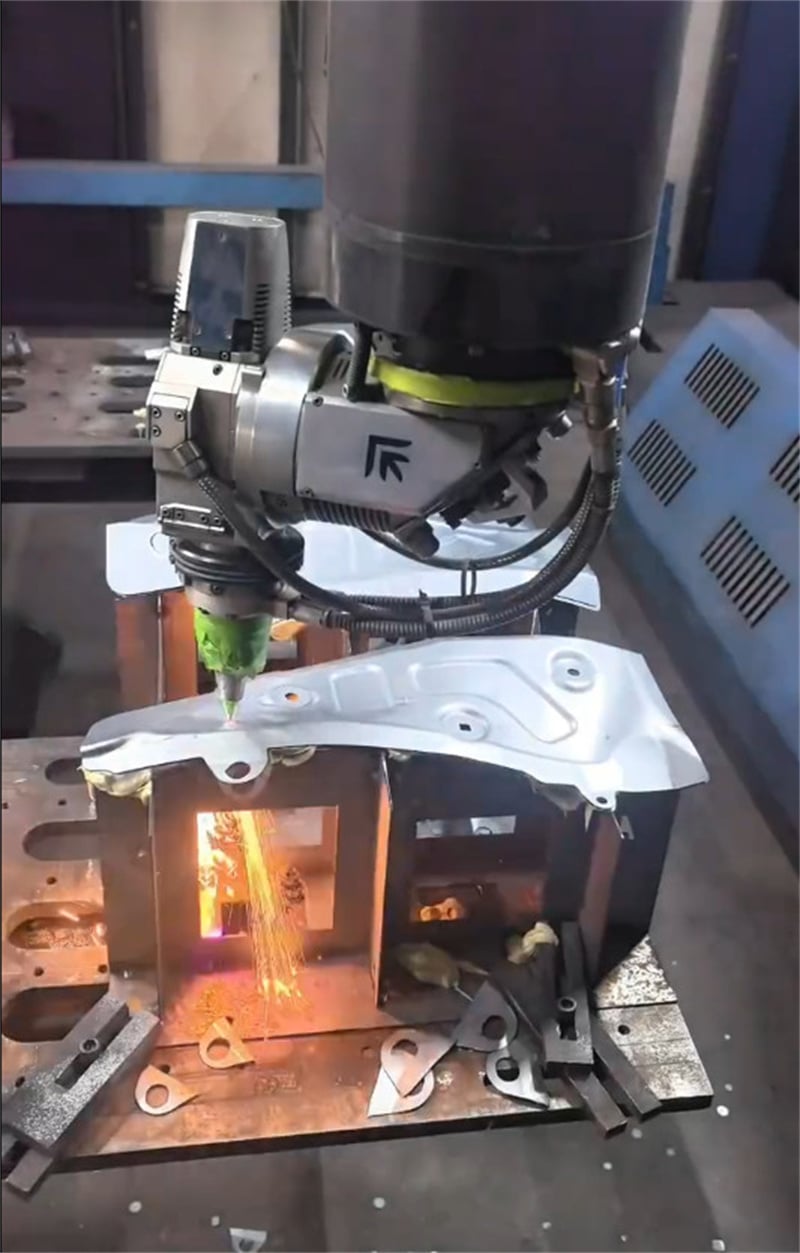
`Spawanie laserowe: Jako źródło ciepła wykorzystuje wiązkę laserową o dużej gęstości energii. Nadzwyczajna precyzja, mała strefa wpływu cieplnego, minimalna deformacja i ekstremalnie duża prędkość. Nadaje się do produkcji zautomatyzowanej.
`Spawanie wiązką elektronową: Wykonywane jest w próżni i ma podobne właściwości jak spawanie laserowe, jednakże sprzęt jest droższy i bardziej skomplikowany.
2.Główne zastosowania :
`Przemysł: Kadłuby samochodów, kadłuby statków, zbiorniki ciśnieniowe, kotły, stalowe konstrukcje mostów.
`Branża budowlana: Szkielet stalowy wieżowców, rurociągi naftowe i gazowe.
`Utrzymanie: Naprawa pęknięć urządzeń i montaż części.
|
Laserowe |
Wodny strumień |
|
|
Zasada działania |
Źródło ciepła o dużej energii (topnienie/sublimacja) |
Mechaniczne cięcie na zimno (erozja ścierna) |
|
Efekt cieplny |
Powstaje strefa wpływu ciepła, może wystąpić odkształcenie |
Brak efektu cieplnego, cięcie na zimno |
|
Zakres materiałów |
Głównym materiałem jest metal, materiały odbijające światło są trudne do przetworzenia |
Prawie wszystkie materiały (metale, niemetale) |
|
Gęstość cięcia |
Zalety płyt średnich i cienkich (zazwyczaj <25 mm) |
Zalety grubszych płyt (do 300 mm i więcej) |
|
Koszt eksploatacji |
Koszty energii elektrycznej i gazu są wysokie |
Koszt ścierniwa i części zużywających się jest wysoki |
A: Tak, jesteśmy fabryką w Kantonie, Chiny.
A:
Czas obróbki: 3-7 dni na próbkę, 15-20 dni na partię w zależności od ilości;
Czas formowania: 25 dni na próbkę, 15-20 dni na produkcję seryjną.
A: Tak, możemy to zrobić, wymagana jest opłata za próbkę, ale zostanie ona zwrócona przy złożeniu dużego zamówienia.
A: Oferujemy elastyczne formy płatności, w tym przelew bankowy (TT), PayPal, Western Union oraz akredytywa do zapewnienia bezpiecznych transakcji globalnych. 30%-50% z góry, reszta przed wysyłką.
A: Tak, możemy dostosować logo oraz projekt opakowania w zależności od ilości zamówienia. Prosimy o omówienie szczegółowych wymagań z zespołem handlowym.
A: Tak, wspieramy personalizację OEM/ODM na podstawie dostarczonych rysunków technicznych, 2D/(PDF/CAD)3D(IGES/STEP).
Copyright © Dongguan Yuanji Technology Co., Ltd. Wszelkie prawa zastrzeżone - Polityka prywatności