Напишите нам:[email protected]
Позвоните нам:+86-13929487727

Два очень распространенных процесса резки при обработке листового металла — это лазерная резка и резка водой
Распространенные материалы |
Холоднокатаный лист (SPCC), горячекатаный лист (SPHC), оцинкованный лист (SECC, SGCC), нержавеющая сталь (SUS304, SUS316), алюминиевый лист (Aluminum), медный лист (Copper) и т. д. |
Ключевой параметр дизайна |
Радиус изгиба: Обычно не менее толщины материала. Расстояние между отверстиями/краями: Расстояние между отверстиями, а также между отверстиями и краями должно учитывать форму и прочность. Слот для снятия напряжений: Предотвращает разрыв материала при изгибе. Допуск: Четко определите требования к допускам для некритических и критических размеров. |
Формирование |
Гибка, штамповка, прокатка |
Соединение и сборка |
Сварка, заклёпка, резьбовое соединение |
Финишная обработка и постобработка |
Удаление заусенцев: Удаляет острые заусенцы и углы, образующиеся на краях резки и штамповки, чтобы обеспечить безопасность и удобство использования. Гладкие и зачищенные края с помощью напильников, шлифовальных машин и магнитных полировальных машин Обработка поверхности: Порошковое покрытие, покраска, гальваническое покрытие, анодирование и т. д. Детали с защитной и эстетичной поверхностью для распылительных линий и гальванических ванн Трафаретная печать/лазерная маркировка: Добавляет информацию, такую как этикетки, логотипы и серийные номера, на поверхность деталей |
I. Лазерная резка


1. Принцип процесса
Лазерная резка использует луч лазера с высокой плотностью мощности, фокусируемый линзой, в качестве источника тепла для облучения поверхности заготовки, быстро нагревая, плавя, испаряя или достигая точки воспламенения материала. В то же время используется высокоскоростной поток газа, соосный с лучом, чтобы удалить расплавленный материал, таким образом обеспечивая резку.
2.Три основных элемента
Лазерный луч высокой энергии, оптическая система фокусировки, вспомогательный газ.
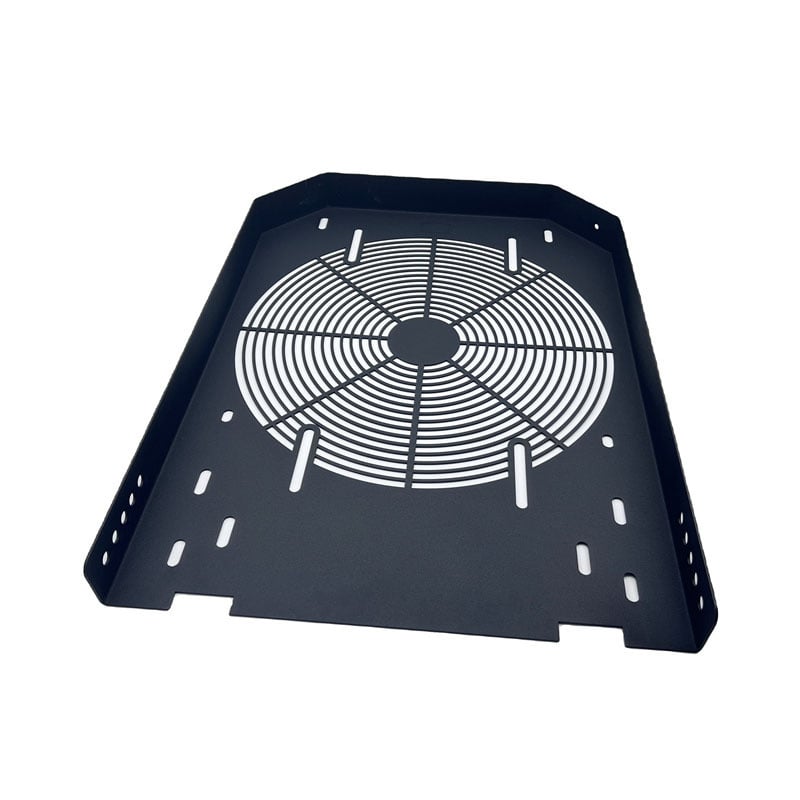
3.Типовые применения
Шасси, шкафы, корпуса из листового металла.
Металлические декоративные изделия, произведения искусства, буквы для вывесок.
Автомобильные детали, рамы велосипедов.
Электрические детали, кухонная утварь.
II. Гидрорезка
1. Принцип процесса
Резка водяным jet, также называемая резкой водяным jet, делится на два типа: чистая резка водой и резка с песком.
① Чисто водяная резка: используется сверхвысокое давление воды (обычно 300-600 МПа), вода затем проходит через крошечные сапфировые сопла (диаметром 0,1-0,3 мм), образуя высокоскоростную струю (скорость до трех раз превышает скорость звука), за счет кинетической энергии водяного потока разрушающую мягкие материалы.
② Резка с добавлением песка (смешанная водно-песчаная резка): в водяную струю добавляются твердые абразивы (например, гранатовый песок), образуя абразивную водяную струю, которая значительно усиливает режущую способность. Это похоже на «гидравлический напильник», разрезающий твердые материалы за счет абразивного действия.
III. Изгиб:
Изгиб — это процесс холодной обработки, при котором внешняя сила прикладывается к листовым материалам, профилям или трубам, вызывая их пластическую деформацию под действием изгибающего момента, что позволяет получить заданный угол и форму. Основной принцип заключается в использовании пластичности материала, чтобы сделать его постоянный изгиб в определенной области (линия изгиба), не вызывая разрыва.

1.Основные типы/методы :
`Изгиб с зазором: Наиболее часто используемый метод. Верхний штамп вдавливает лист в V-образное отверстие нижнего штампа, но не полностью доводит его до упора. Угол получают путем контроля глубины опускания. Высокая гибкость, одна и та же оснастка позволяет изгибать детали под разными углами.
`Калибровочный изгиб/изгиб с подпрессовкой: Верхний штамп полностью вдавливает листовой металл в нижнюю часть нижнего штампа, плотно прижимая его к внутренней стенке штампа. Это позволяет эффективно контролировать пружинение с высокой точностью, однако требует специальные штампы для каждого угла и формы.
`Загиб края: Сначала выполняется воздушное гибка на малый угол, затем лист переворачивается и с помощью верхнего штампа загнутый край выравнивается или уплотняется.
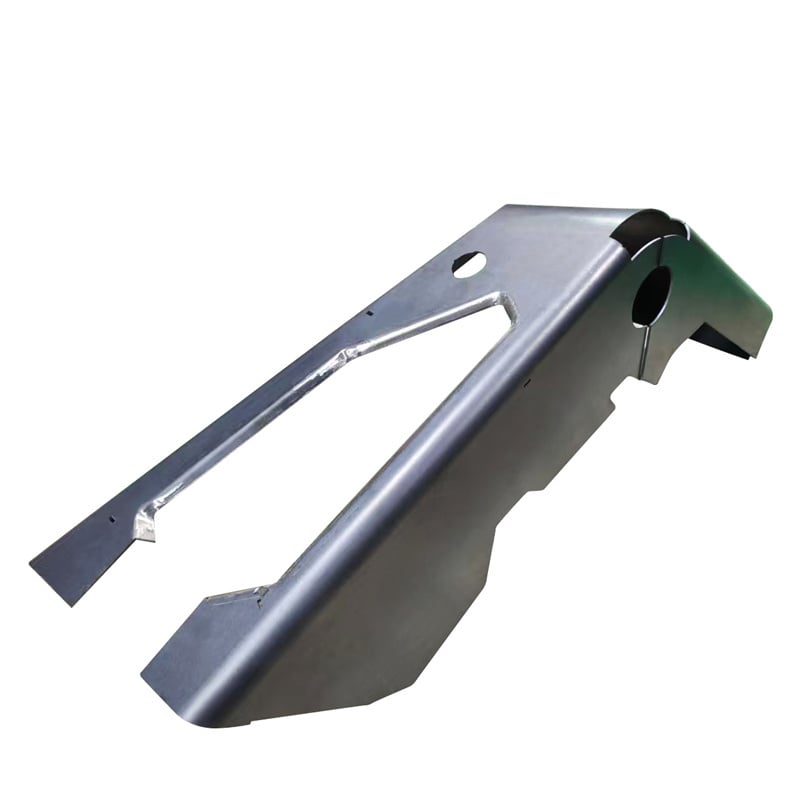
2.Основные применения :
`Шасси и шкафы: Серверные шкафы, электрические щиты, коробки сетевого оборудования.
`Листовые детали: кронштейны, подвески, корпуса, крышки, воздуховоды.
`Бытовые приборы: боковые панели холодильников, корпуса стиральных машин, панели духовых шкафов.
`Архитектурное оформление: Панели отделки лифтов, металлические потолки, компоненты фасадов.
IV. Сварка
Сварка — это процесс, при котором два или более отдельных металлических изделия (одинаковых или разных видов) соединяются между собой на атомном уровне путем нагревания, давления или обоих методов, образуя прочное и неразъемное соединение.
1.Основные типы/методы :
① Сварка дуговой :
`Ручная дуговая сварка (SMAW): Оборудование простое, операция гибкая, что делает ее подходящей для работы на открытом воздухе. Однако эффективность относительно низкая, а требования к навыкам оператора высокие.
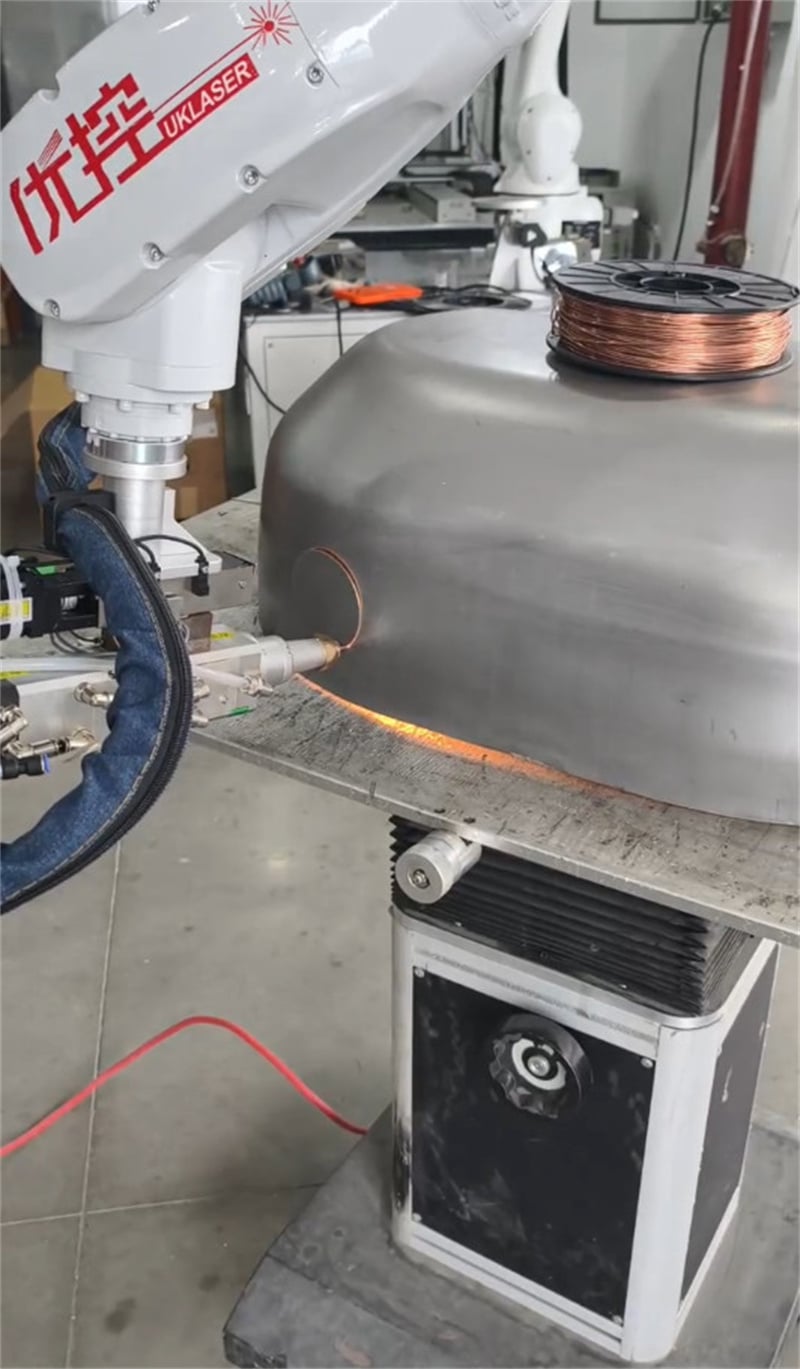
`Сварка металлическим электродом в инертной атмосфере (MIG/MAG): Для сварки используется постоянно подаваемая сварочная проволока в качестве электрода, защита осуществляется газом. MIG использует инертные газы (например, Ar) для сварки алюминия, нержавеющей стали и т. д. MAG сваривает углеродистую сталь с использованием активных газов, таких как CO₂. Высокая эффективность, самое широкое применение.
`Сварка неплавящимся вольфрамовым электродом в инертной атмосфере (TIG): Используются неплавящиеся вольфрамовые электроды, требуется дополнительная присадочная проволока. Защитный газ — чистый аргон. Качество сварки чрезвычайно высокое, эстетичный внешний вид, подходит для тонких листов, нержавеющей стали, алюминия, титана и т. д. Однако предъявляются самые высокие требования к квалификации сварщика, а также низкая скорость сварки.
② СВЧ-сварка :
`Точечная сварка: Путем приложения давления к металлическим листам с помощью электродов и пропускания электрического тока через них, тепло сопротивления вызывает местное плавление, формируя точку сварки. Обладает высокой эффективностью, часто используется для соединения большого количества тонких листов в кузовах автомобилей и корпусах бытовой техники.
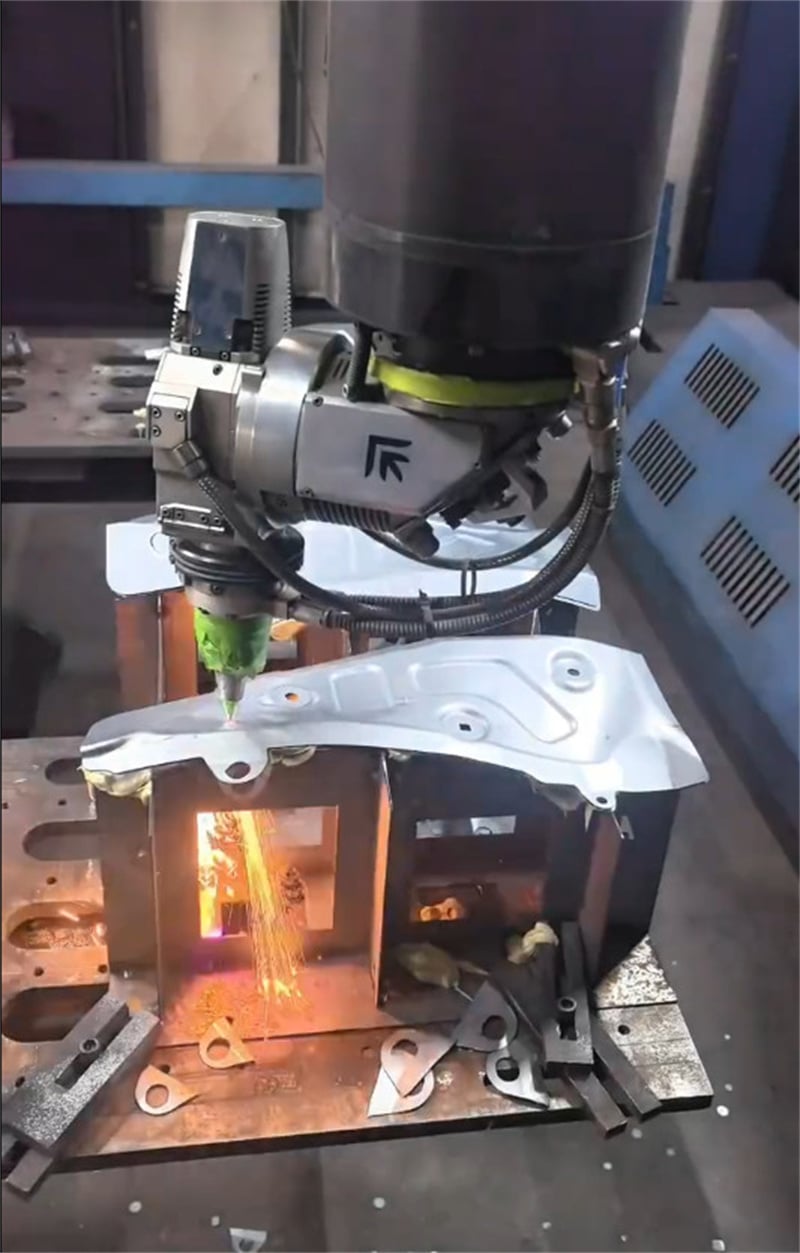
③ Сварка высокой энергетической плотности :
`Лазерная сварка: Используется лазерный луч с высокой плотностью энергии в качестве источника тепла. Чрезвычайно высокая точность, малая зона термического влияния, минимальные деформации и очень высокая скорость. Подходит для автоматизированного производства.
`Сварка электронным лучом: Выполняется в вакууме и обладает аналогичными характеристиками сварке лазером, однако оборудование более дорогое и сложное.
2.Основные применения :
`Производственная отрасль: Корпуса автомобилей, корпуса судов, сосуды под давлением, котлы, стальные конструкции мостов.
`Строительная промышленность: Стальной каркас небоскрёбов, трубопроводы для нефти и газа.
`Обслуживание: Ремонт трещин оборудования и сборка деталей.
|
Лазер |
Водоструйный |
|
|
Принцип работы |
Источник тепловой энергии (плавление/испарение) |
Механическая холодная резка (абразивная эрозия) |
|
Тепловой эффект |
Существует зона термического влияния, возможна деформация |
Без теплового эффекта, холодная резка |
|
Материал |
Основной материал — металл, сложно обрабатывать отражающие материалы |
Практически все материалы (металлы, неметаллы) |
|
Толщина резки |
Преимущества средних и тонких листов (обычно <25 мм>) |
Преимущества толстых пластин (до 300 мм и более) |
|
Операционные расходы |
Стоимость электроэнергии и газа высока |
Стоимость абразивов и изнашивающихся деталей высока |
A: Да, мы фабрика в Гуандуне, Китай
A:
Обработка занимает 3-7 дней для образца, 15-20 дней для партии в зависимости от количества;
Формовка занимает 25 дней для образца, 15-20 дней для массового производства.
A: Да, можем предоставить, требуется оплата образца, но она может быть возвращена при размещении крупного заказа
A: Мы предлагаем гибкие способы оплаты, включая банковский перевод (TT), PayPal, Western Union и аккредитивы, чтобы обеспечить безопасные глобальные транзакции. 30%-50% предоплата, остаток оплачивается до отгрузки.
A: Да, мы можем нанести индивидуальный логотип и предложить дизайн упаковки в зависимости от объема заказа. Пожалуйста, обсудите ваши конкретные требования с нашей командой продаж.
A: Да, мы поддерживаем индивидуальную разработку по чертежам (OEM/ODM), 2D/(PDF/CAD) 3D/(IGES/STEP).
Все права защищены © Dongguan Yuanji Technology Co., Ltd. - Политика конфиденциальности